






Es ist immer wie ein kleines Puzzle, das es zu lösen gilt: Es beginnt mit einem 3D-Objekt, und dann versucht man herauszufinden, wie man es dreht, wo man Stützen hinzufügt und wie man die Druckeinstellungen konfiguriert, um die bestmöglichen Ergebnisse zu erzielen. Dieser Prozess wird als Slicing bezeichnet und ist eine wesentliche Fähigkeit, die man erlernen muss, wenn man erstaunliche 3D-Drucke erstellen will.
Auch wenn sowohl die Original Prusa i3 3D Drucker und der SL1 basieren auf dem gleichen Kernkonzept, der additiven Fertigung, sie produzieren Objekte auf unterschiedliche Weise. Das MK3S und seine Vorgänger extrudieren geschmolzenen Kunststoff, während der SL1 flüssiges Harz aushärtet, um feste Objekte zu erzeugen, die tatsächlich auf dem Kopf stehend gedruckt werden. Das Slicen für den SL1 ist anders, er verwendet mehr Stützen als FFF/FDM-3D-Drucker, aber sie sind auch leichter zu entfernen.
Inhaltsverzeichnis
- Grundregeln
- Was beeinflusst die Druckzeiten
- Objektorientierung
- Baumstützen und Grundschicht
- Manuelle Stützbearbeitung
- Drucken großer dünner Objekte
- Slicen von geometrisch präzisen Modellen
- Aushöhlen von 3D Objekten
- Objektvorschau
- Übung macht den Meister
Grundregeln
Bevor wir jeden Schritt im Detail beschreiben, werfen wir einen Blick auf die allgemeinen Regeln, an die Sie sich beim Slicen von Objekten für SLA-3D-Drucker halten sollten.
- Lernen Sie, was die Druckzeiten beeinflusst
- Objektorientierung ist wichtig
- STützen hinzufügen – automatisch generiert oder manuell platziert
- Aushöhlung des Objekts erwägen
- Prüfen Sie das Objekt vor dem Export
Was beeinflusst die Druckzeiten?
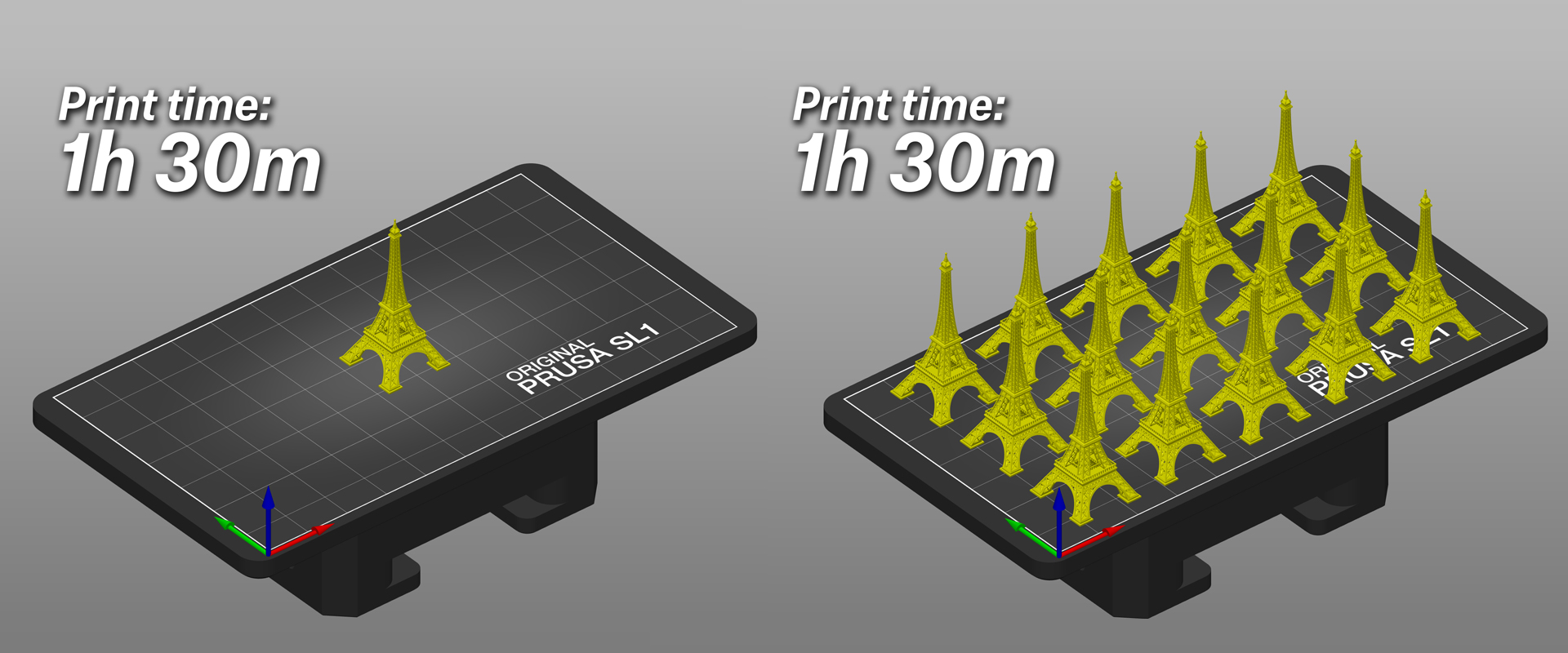
Wenn Sie einen FFF/FDM-3D-Drucker wie unseren MK3S besitzen, sind Sie wahrscheinlich daran gewöhnt, dass die Komplexität des Objekts in Kombination mit verschiedenen anderen Aspekten (Größe, Füllung, Schichthöhe, Düsendurchmesser usw.) die Zeit definiert, die für die Fertigstellung des Drucks benötigt wird. Die Druckzeiten des SL1 werden durch eine einfache Multiplikation definiert: Anzahl der Schichten × (Belichtungszeit + Kippzeit). Unabhängig davon, wie viele (und wie komplexe) Objekte sich auf der Druckplattform befinden, sind die Belichtungszeiten während des gesamten Drucks konstant – mit Ausnahme der ersten zehn Schichten, die etwas länger zur Fertigstellung benötigen. Mit anderen Worten: Das Drucken eines hohen Objekts dauert weniger Zeit, wenn Sie es flach auf die Druckplattform legen. Und außerdem ist es egal, ob Sie ein einzelnes Objekt auf die Plattform legen – oder ein Dutzend. Die Druckzeit wird immer die Anzahl der Schichten multipliziert mit der Belichtungszeit einer einzelnen Schicht sein.
Sie können auch die Druckzeit verkürzen, indem Sie die Schichthöhe erhöhen – dickere Schichten führen zu einer geringeren Anzahl von Gesamtschichten pro Objekt. Es ist nicht nötig, immer wieder auf die niedrigsten Schichtenhöhen zu drängen – der Nutzen ist überraschend gering, wenn es um den regelmäßigen „täglichen“ 3D-Druck geht. Wir empfehlen, 0,05 mm Schichten zu verwenden, um schöne Details auszudrucken, und 0,1 mm Schichten für die „Entwurfs“-Qualität (die eigentlich immer noch viel besser ist als die von FFF/FDM-3D-Druckern). Die Lagenhöhen von 0,035 mm und 0,025 mm sind für sehr filigrane Objekte gedacht. Nicht jedes Harz ist für jede Schichthöhe geeignet – PrusaSlicer enthält eine Bibliothek von getesteten Harzen und kompatiblen Schichthöhen. Sie können sich unsere Auswahl an Harzen in unserem e-shop ansehen.
Objektorientierung
Der erste Schritt zu einem erfolgreichen Druck ist die Objektorientierung. Der SL1 kann dank starker dünner Stützen, die sich nach dem Druck leicht entfernen lassen, mit massiven Überhängen und Teilen, die in der Luft beginnen, umgehen. Auch wenn Sie nicht in jedem einzelnen Fall die perfekte Objektorientierung finden werden, werden die Stützen Ihnen den Rücken stärken. Eine gute Objektorientierung hat jedoch einige Vorteile, wie z.B. kürzere Druckzeiten (siehe Kapitel oben).

Vielleicht ist Ihnen auch aufgefallen, dass SLA-Ausdrucke oft in einem 45-Grad-Winkel platziert werden. Dafür gibt es mehrere Gründe – einige davon sind technologiespezifisch (besseres Anti-Aliasing), andere sind rein praktisch (geneigte Objekte decken einen größeren Bereich ab, so dass die Auflagen unter diesen Objekten gleichmäßiger verteilt sind). Einige Hersteller verwenden Filme auf Silikonbasis auf dem Tankboden, was den Benutzer dazu zwingt, das Drucken an der gleichen Stelle zu vermeiden, da der Film sehr schnell verschlechtern könnte. Der SL1 verwendet einen FEP-Film, der viel länger hält – er ist aber immer noch ein Verbrauchsmaterial.
Ein weiterer Grund, eine optimale Objektorientierung zu finden: Wir wollen große ebene horizontale Flächen vermeiden – die Kräfte, die zum Trennen einer großen ebenen Fläche vom Tankboden erforderlich sind, sind viel höher als die zum Trennen einer kleinen Schicht. Man müsste Dutzende von Stützen unter einem solchen Bereich hinzufügen. Kurz gesagt: Die Objekte allmählich unter einem Winkel wachsen zu lassen, ist normalerweise die sicherste Art, gut aussehende Drucke zu erzielen. Es hilft auch, das Raster des Belichtungsrasters zu verbergen, das in bestimmten Fällen auf der Oberfläche des Objekts erscheinen könnte. Wie Sie jedoch im vorigen Kapitel gesehen haben, können einige Objekte direkt auf der Druckplattform platziert werden, um bessere Ergebnisse zu erzielen. Verwirrend? Nicht wirklich – es geht darum, jedes Objekt einzeln zu überprüfen.
Schauen wir uns einige Beispiele für die Objektorientierung an. Die richtige Orientierung zu finden ist mit dem neuen PrusaSlicer 2.0 einfach – Sie können die Werkzeuge Verschieben, Drehen, Skalieren und Auf Fläche legen verwenden, um das Objekt schnell und effizient zu positionieren. Einige Objekte können in eine so ideale Position gebracht werden, dass die Stützen nicht mehr benötigt werden.
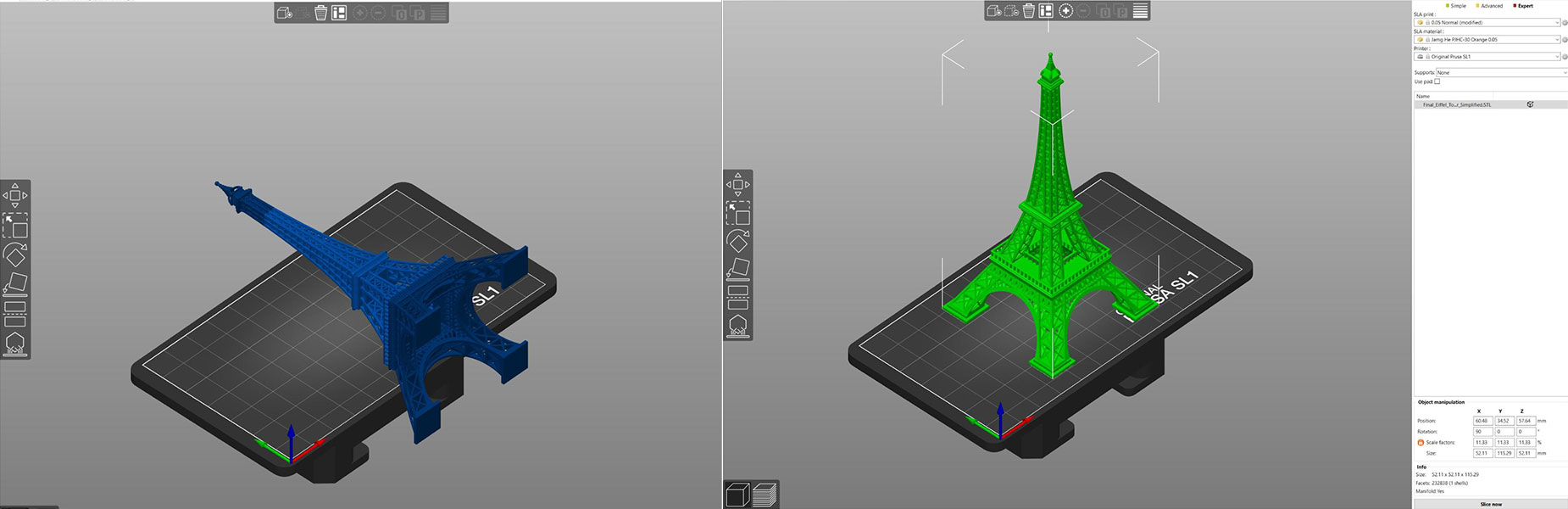
Verwenden Sie Auf Fläche legen, um das Objekt schnell auf der Druckplattform zu platzieren.
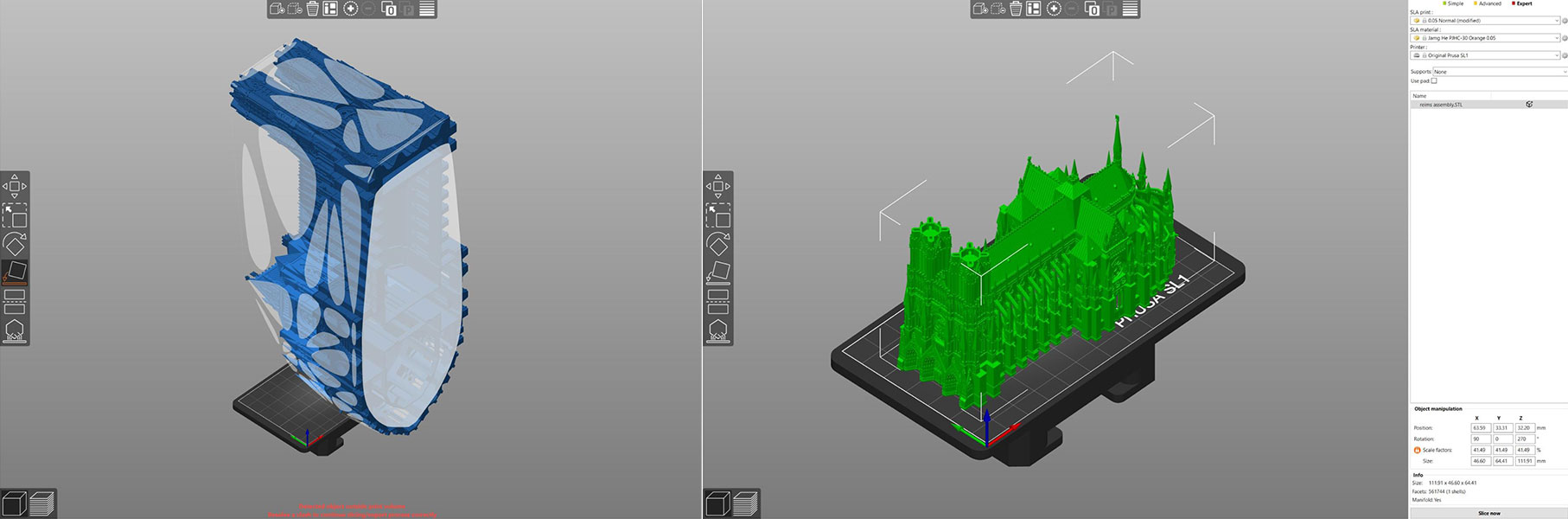
Gebäude benötigen oft keine Unterstützung und können direkt auf der Druckplattform gedruckt werden. Seien Sie jedoch vorsichtig, wenn Sie diese entfernen!
In den meisten Fällen hat das Objekt jedoch mehr als eine einzige richtige Ausrichtung. Dies geschieht in der Regel bei Schmuck oder verschiedenen Statuen. Als Faustregel gilt hier, dass man versuchen sollte, das Objekt so zu drehen, dass die Anzahl der Stellen, an denen das Objekt in der Luft beginnen würde, minimiert wird. Wir nennen diese Stellen „Inseln“. Diese Bereiche können nicht ohne Stützen gedruckt werden – und da es im Allgemeinen besser ist, Stützen zu vermeiden, sollten wir immer versuchen, eine bessere Orientierung zu finden.
Scheint doch einfach genug, oder nicht? Nun, wie geht man mit Objekten um, die Stützen benötigen?
Baumstützen und Grundschichten
Die Unterstützung für den SL1 unterscheidet sich von der für FFF/FDM-3D-Drucker, wie z.B. den Original Prusa i3 MK3S. SLA-Stützen sind gerüstähnliche Strukturen mit sehr dünnen Spitzen, die leicht zu entfernen sind und beim Entfernen wenig bis keine Spuren auf der Oberfläche des gedruckten Objekts hinterlassen. Dies bedeutet auch, dass eine unzureichende Anzahl von Trägern zu unerwünschten Effekten führen kann – z.B. können sich schwere Objekte während des Drucks lösen. Stützen gehen Hand in Hand mit der Objektorientierung – durch Drehen des Objekts in eine optimale Position können Sie den Bedarf an Stützen minimieren. Denken Sie auch daran, dass die Überbrückung mit SLA-3D-Druckern nicht empfohlen wird – die Schichten über dem nicht unterstützten Bereich neigen dazu, sich zu biegen, zu verziehen und/oder zu trennen.
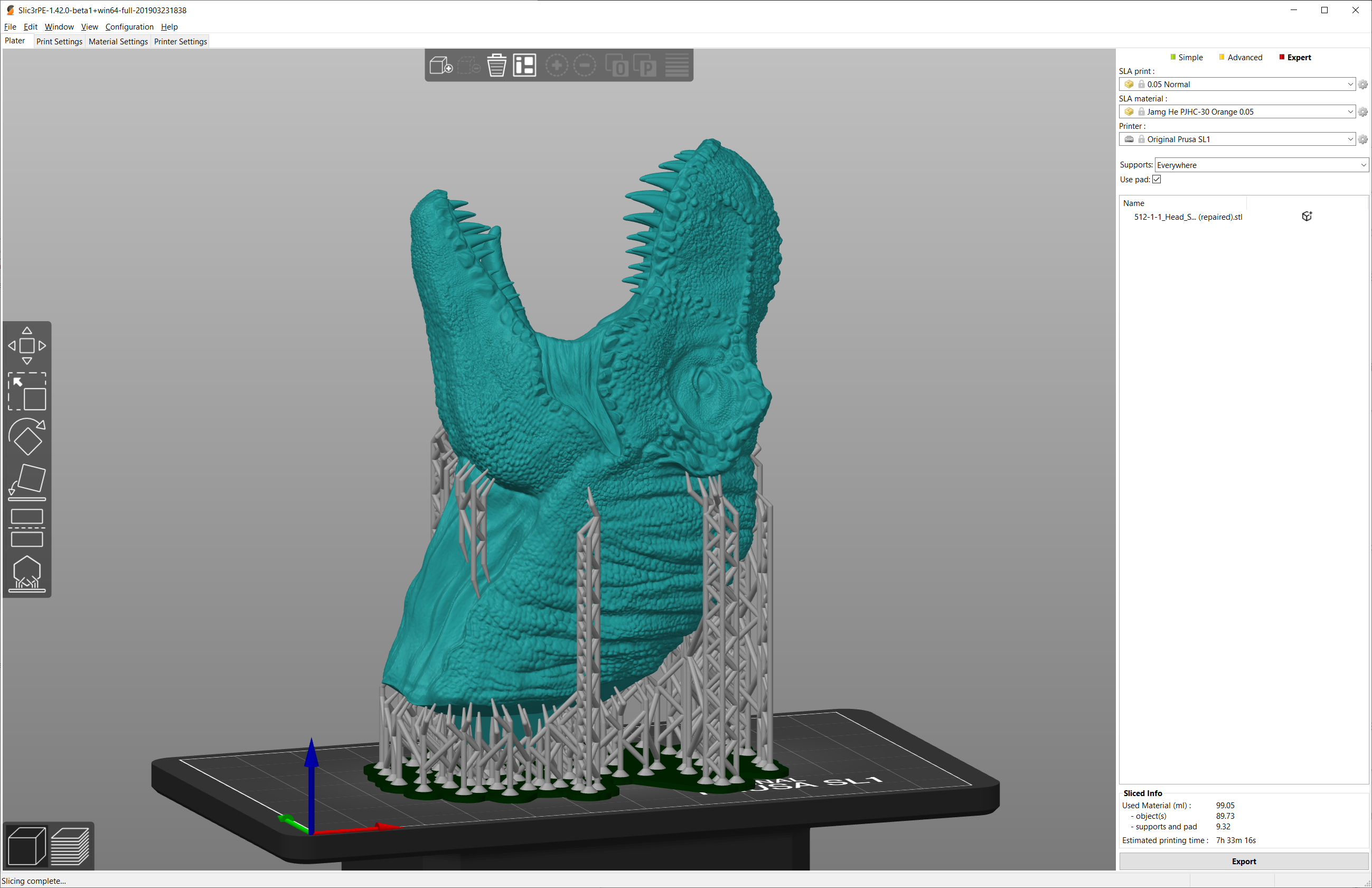
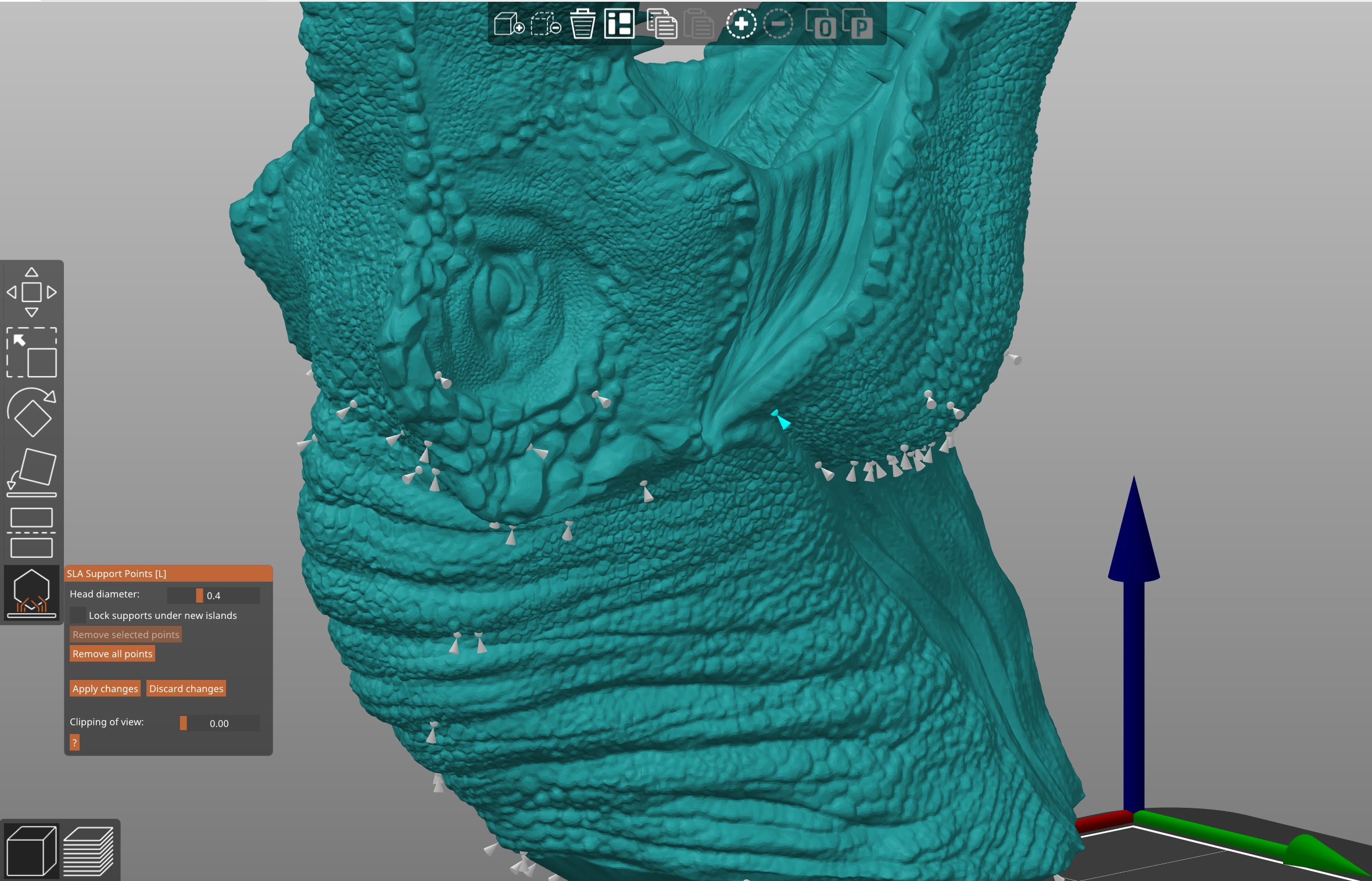
Sie können Unmengen von Stützen loswerden, wenn Sie das Objekt in eine optimale Position drehen. Die Zähne dieses T-Rex-Kopfes können ohne Stützen gedruckt werden.
Denken Sie auch daran, dass das Entfernen der Stützen winzige Spuren auf der Oberfläche hinterlassen kann, wenn Ihr Objekt also bestimmte Bereiche hat, die völlig makellos sein sollten (ein Ornament auf einem Schmuckstück, das Gesicht einer Actionfigur), versuchen Sie, die Stützen von ihnen fernzuhalten.
PrusaSlicer 2.0 ist vollständig für die automatische Erzeugung von Baumstützen ausgestattet. Wie funktioniert es?
- Wählen Sie das Objekt aus, das unterstützt werden soll
- Klicken Sie auf das Symbol für SLA-Stützpunkte
- Wählen Sie die Stützpunktdichte und den minimalen Punktabstand (Standardwerte sollten für die Mehrheit der Objekte gut funktionieren)
- Klicken Sie auf Punkte automatisch generieren und warten Sie, bis der Prozess abgeschlossen ist
- Verwenden Sie den Vorschau-Modus, um zu prüfen, ob alle „Inseln“ unterstützt werden – wenn nicht, können Sie die Unterstützungen manuell anpassen.
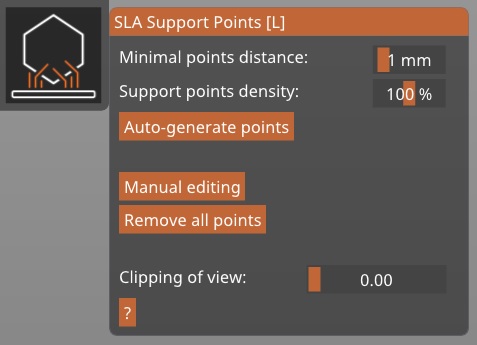
SLA-Stützmenü in PrusaSlicer
Eine weitere Sache, die Sie in Betracht ziehen sollten, ist die Grundschicht. Die Grundschicht (standardmäßig aktiviert) ist eine große Struktur an der Basis des Drucks, die als Grundlage für die Stützen dient. Während es möglich ist, Stützen direkt auf die Aluminiumdruckplattform drucken zu lassen, wird die Grundschicht eine viel bessere Stabilität gewährleisten.
Manuelle Bearbeitung der Stützen
In einigen Fällen liefert die automatische Stützerzeugung kein 100% perfektes Ergebnis – dies ist normal, da importierte Objekte unendlich komplex sein können. Wir verbessern ständig unsere Unterroutinen für die Supportgenerierung, um solche Situationen zu vermeiden. So oder so, in bestimmten Fällen müssen Stützen manuell hinzugefügt werden – dies kann auch dann geschehen, wenn bereits automatisch generierte Stützen vorhanden sind.
Vergleich von automatisch erzeugten Stützen und manuell bearbeiteten Stützen
Klicken Sie auf die Schaltfläche Manuelle Bearbeitung. Zuvor generierte Stützen werden vorübergehend verschwinden, um Ihnen einen besseren Überblick über das Modell zu geben. Fügen Sie mit der linken Maustaste neue Stützpunkte hinzu. Sie können die Dicke der Stützpunkte im manuellen Bearbeitungsmodus mit dem Schieberegler „Kopfdurchmesser“ anpassen oder Sie können zu Druckeinstellungen – Stützen gehen und die folgenden Parameter ändern, um die Dicke der Stützen zu erhöhen:
- Durchmesser des Stützkopfes vorne: 0,6 mm
- Eindringtiefe des Stützkopfes: 0,6 mm
- Durchmesser der Stützpfeier: 1,3 mm
Nützliche Abkürzungen
Umschalten + Ziehen mit der linken Maus = mehrere Punkte zur Auswahl hinzufügen
Strg + Linker Mausklick = einzelnen Stützpunkt zur Auswahl hinzufügen
ALT + Linker Mausklick = einzelnen Stützpunkt aus der Auswahl entfernen
ALT + Ziehen mit der linken Maustaste = mehrere Punkte aus der Auswahl entfernen
Strg + A = Alle Punkte auswählen
Strg + Mausrad = Verschieben der Schnittebene
Drucken großer dünner Objekte
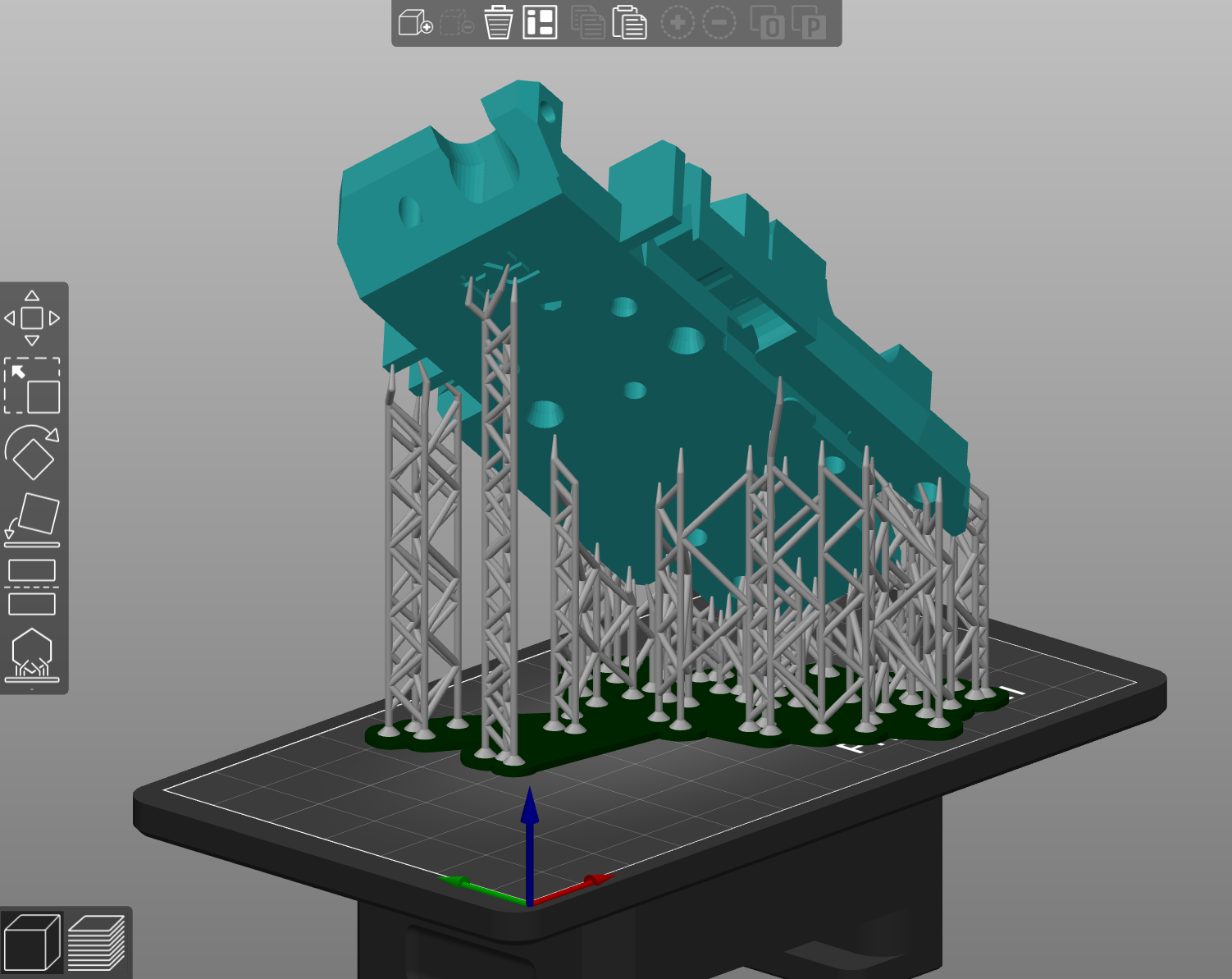
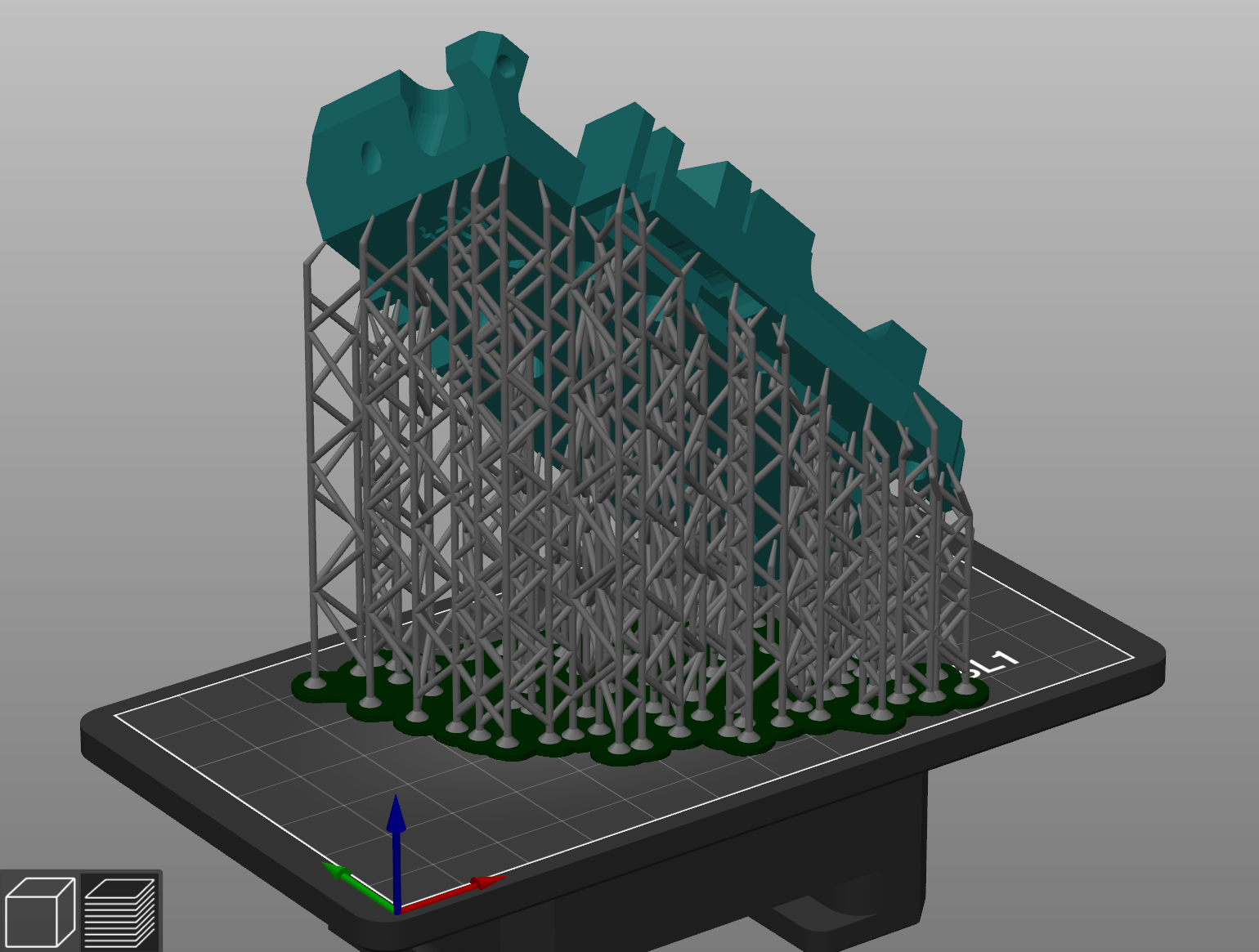
Große dünne Objekte neigen zum Verziehen, weil dünne Wände flexibel sind. Dies gilt in der Regel für Gehäuse, Schachteln oder sogar Modelleisenbahnen. Die Lösung ist die Verwendung von dichteren und dickeren Stützen in Kombination mit der manuellen Platzierung der Stützen. Im Allgemeinen sind die FFF/FDM-3D-Drucktechnologien viel besser geeignet, um große geometrische Formen, wie z.B. verschiedene Arduino-Gehäuse und ähnliche Objekte, zu drucken.
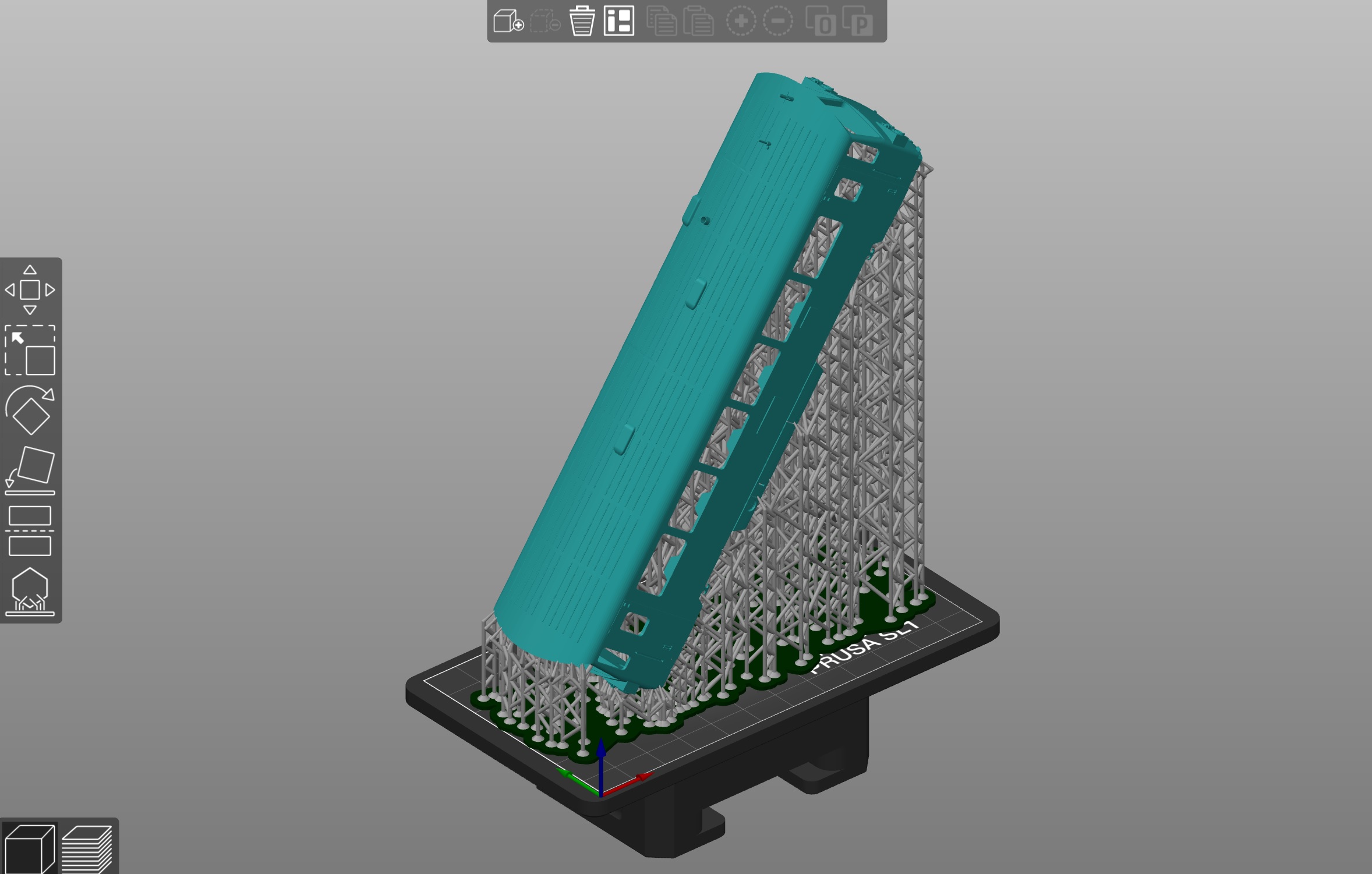
Scheuen Sie sich nicht davor, beim Drucken von hohen Objekten mit dünnen Wänden eine Menge Stützen hinzuzufügen.
Die 45-Grad-Kippung ist besonders wichtig bei großen Objekten. Ein großes Objekt mit einem kleinen Umriss würde nur von einer kleinen Anzahl von Stützen gestützt werden, was später im Druckprozess zu Problemen führen könnte. Das Objekt könnte sich leicht von den Stützen lösen, entweder durch sein bloßes Gewicht oder durch Schälkräfte. Wir empfehlen, große Objekte vor dem Drucken auszuhöhlen – dies verringert den Harzverbrauch zusammen mit dem Gewicht des Objekts, was wiederum den Druckprozess zuverlässiger macht.
Geometrisch präzise Objekte slicen
Mechanische Teile, Objekte, die zusammenpassen sollen, Verbindungen, Stifte und ähnliche Dinge müssen präzise gedruckt werden. Während sich SLA-3D-Drucker eher zum Drucken organischer Formen eignen, können auch geometrische Formen und Montageteile gedruckt werden. Der Schlüssel dazu ist, Stützen strategisch entlang der Kanten des Objekts zu platzieren.
Der Grund ist einfach: Beim Drucken mit flüssigen Harzen ist das ausgehärtete Material noch relativ weich, was bedeutet, dass sich das Objekt bei Plattformbewegungen sehr leicht verbiegen kann. Außerdem neigen die meisten Harze nach der Aushärtung durch UV-Licht dazu, ein wenig zu schrumpfen, was zu leicht verzogenen Kanten des Druckobjekts führen kann. Auch hier ist eine gute Anzahl von Stützen entscheidend.
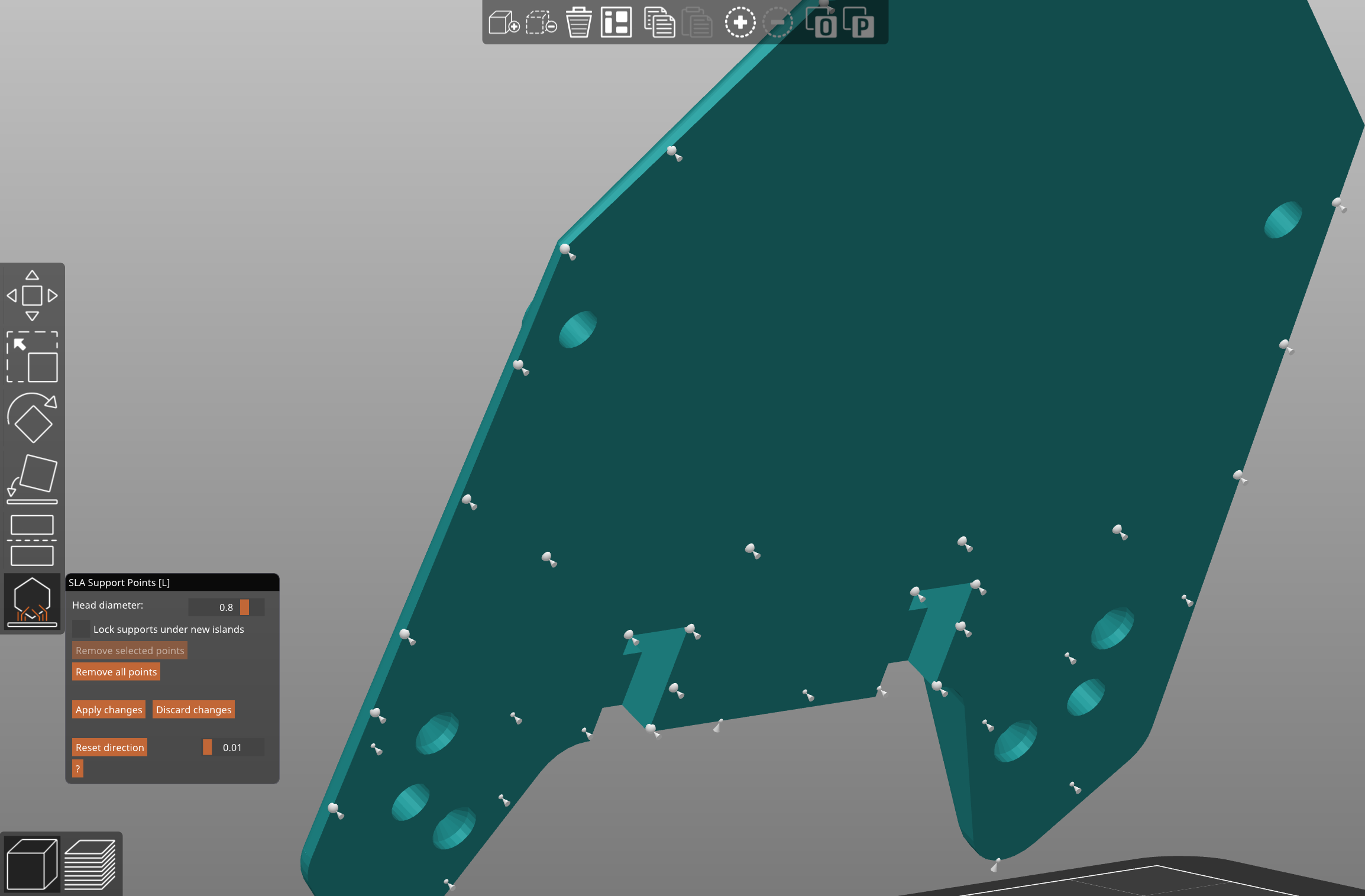
Wenn Sie nicht-organische Formen drucken, verwenden Sie das Werkzeug zur manuellen Platzierung von Stützen, um dickere Stützen entlang der Kanten des Objekts zu platzieren.
Denken Sie auch daran, dass sich beim Drucken von Objekten direkt auf der Plattform in den ersten Schichten normalerweise etwas entwickelt, das wir ‚Elefantenfuß‘ nennen – wenn die ersten Schichten ausgehärtet sind, dehnt sich das Material ein wenig aus, wodurch eine unebene Oberfläche entsteht. Deshalb wird die Verwendung der Grundschicht empfohlen.
Protipp: Wie bereits erwähnt, wird der Druck immer gleich lange dauern, egal wie viele Objekte auf der Druckplattform vorhanden sind. Die Gesamtzeit wird durch die Anzahl der zu verfestigenden Schichten definiert. Nutzen Sie dies zu Ihrem Vorteil: Wenn Sie ein komplexes Objekt mit schwieriger Orientierung haben, legen Sie mehrere Kopien auf die Druckplattform und drehen Sie jedes Objekt in eine andere Richtung. Dies hilft Ihnen, Zeit zu sparen.
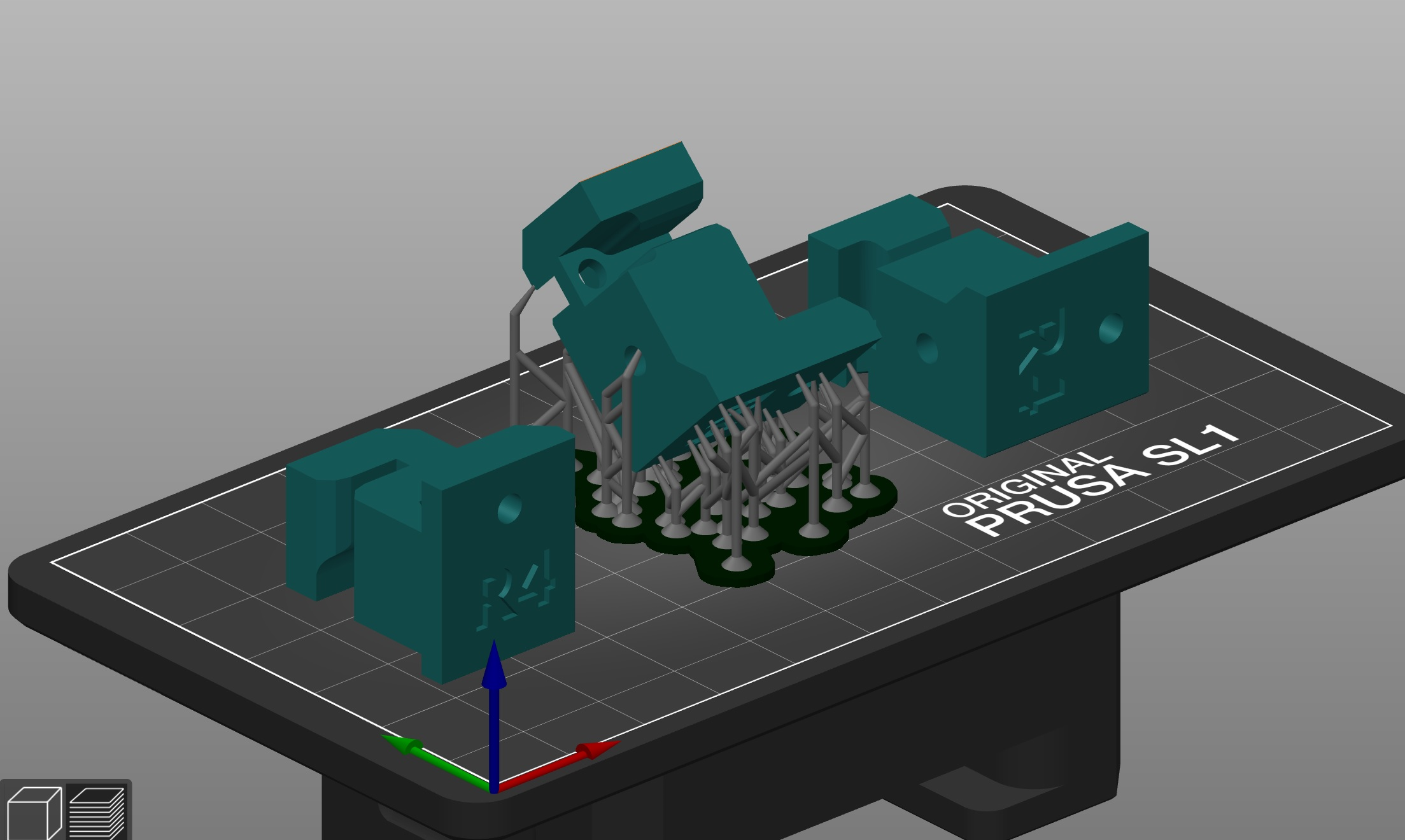
Drucken Sie das Objekt in verschiedenen Drehrichtungen gleichzeitig, um schnell die optimale Orientierung zu finden – die Druckzeit bleibt gleich
Aushöhlung von 3D-Objekten
Alle für den SL1 geschnittenen Objekte sind standardmäßig vollständig massiv. Es gibt kein Füllmuster wie beim FFF/FDM 3D-Druck. Objekte, die aus flüssigem Harz gedruckt werden, können schwer und robust sein, aber der Harzverbrauch ist erhöht, insbesondere beim Drucken großer Modelle. Dies bedeutet auch, dass Sie mehr Stützen hinzufügen und/oder dicker machen sollten, damit sie das Gewicht des Objekts tragen können.
Das Aushöhlen kann direkt im PrusaSlicer erfolgen – überprüfen Sie die Dokumentation für mehr Informationen.
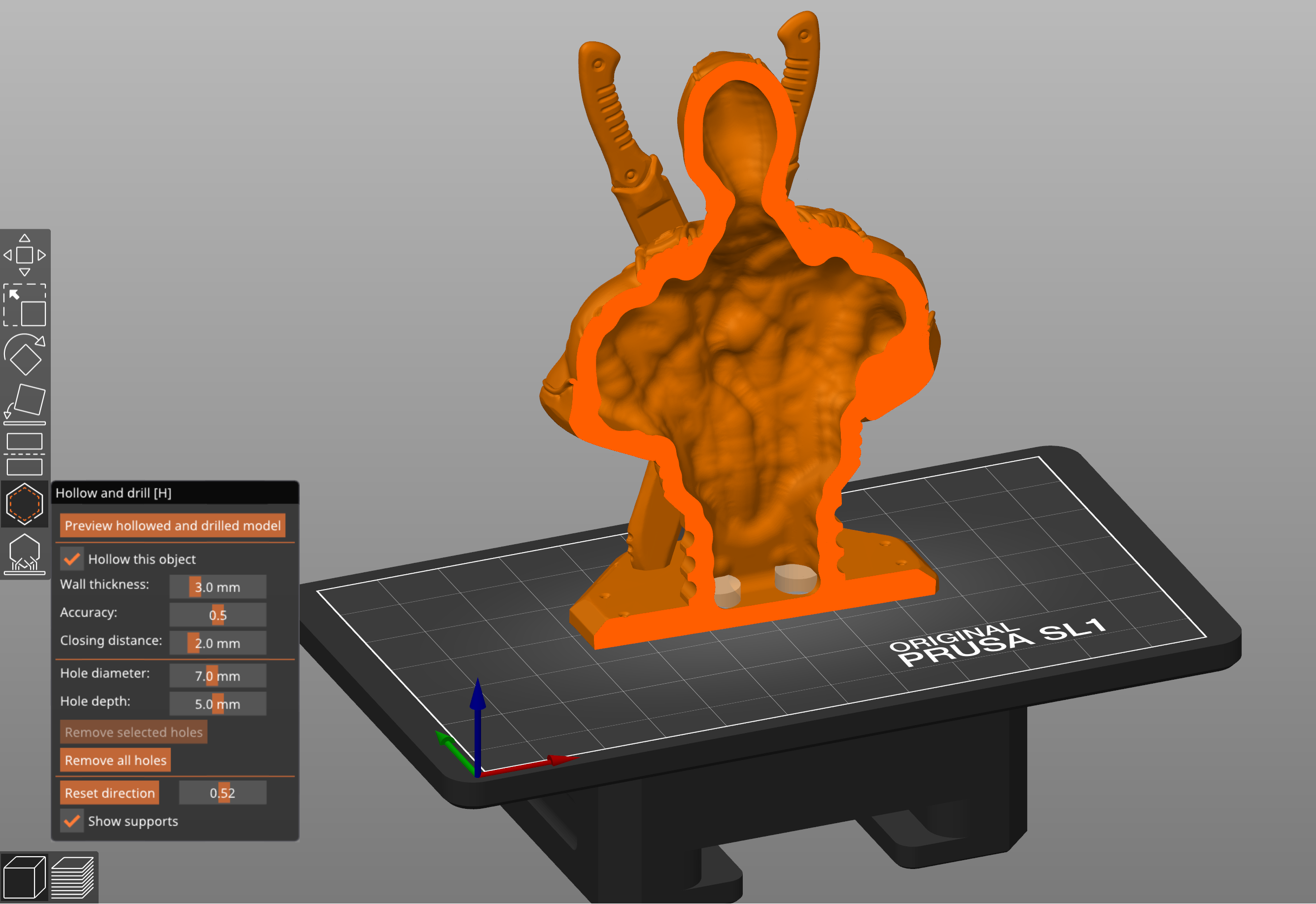
Der knifflige Teil kommt mit den Ablauflöchern. Sie sollten zwei Ablauflöcher irgendwo auf dem Objekt platzieren, sonst bleibt das flüssige Harz darin gefangen. Wenn Sie es aus Versehen zerbrechen, tritt das Harz aus. Natürlich sollte eines der Löcher auf dem oberen Teil des Objekts angebracht werden. Denken Sie daran, dass die Objekte auf dem Kopf gedruckt werden, so dass das Loch am Ende tatsächlich der tiefste Punkt des Objekts ist und das flüssige Harz durch das Loch austritt. Das zweite Loch ist jedoch erforderlich, um das Vakuum/Saugwirkung zu kompensieren, das im Inneren des Hohlraums entstehen könnte, daher sollte es sich auf der gegenüberliegenden Seite des Modells befinden. Versuchen Sie, die Löcher strategisch zu platzieren, damit das Gesamterscheinungsbild des gedruckten Objekts nicht beeinträchtigt wird.
Objektvorschau
Bevor Sie das Objekt als SL1-Datei exportieren, untersuchen Sie es sorgfältig im Vorschaufenster. Dies dauert nur eine Minute und kann Ihnen viel Ärger ersparen. Verwenden Sie den Vorschau-Schieberegler auf der rechten Seite des Fensters und beginnen Sie mit der ersten Schicht. Bewegen Sie den Schieberegler und prüfen Sie, wie das Objekt wächst. Gibt es Teile des Objekts, die in der Luft beginnen? Gibt es lange dünne Streifen, die mit nur einer Stütze unterstützt werden? Gehen Sie einfach zurück in den Bearbeitungsmodus und fügen Sie ein paar Stützen hinzu, dann slicen Sie das Modell erneut.
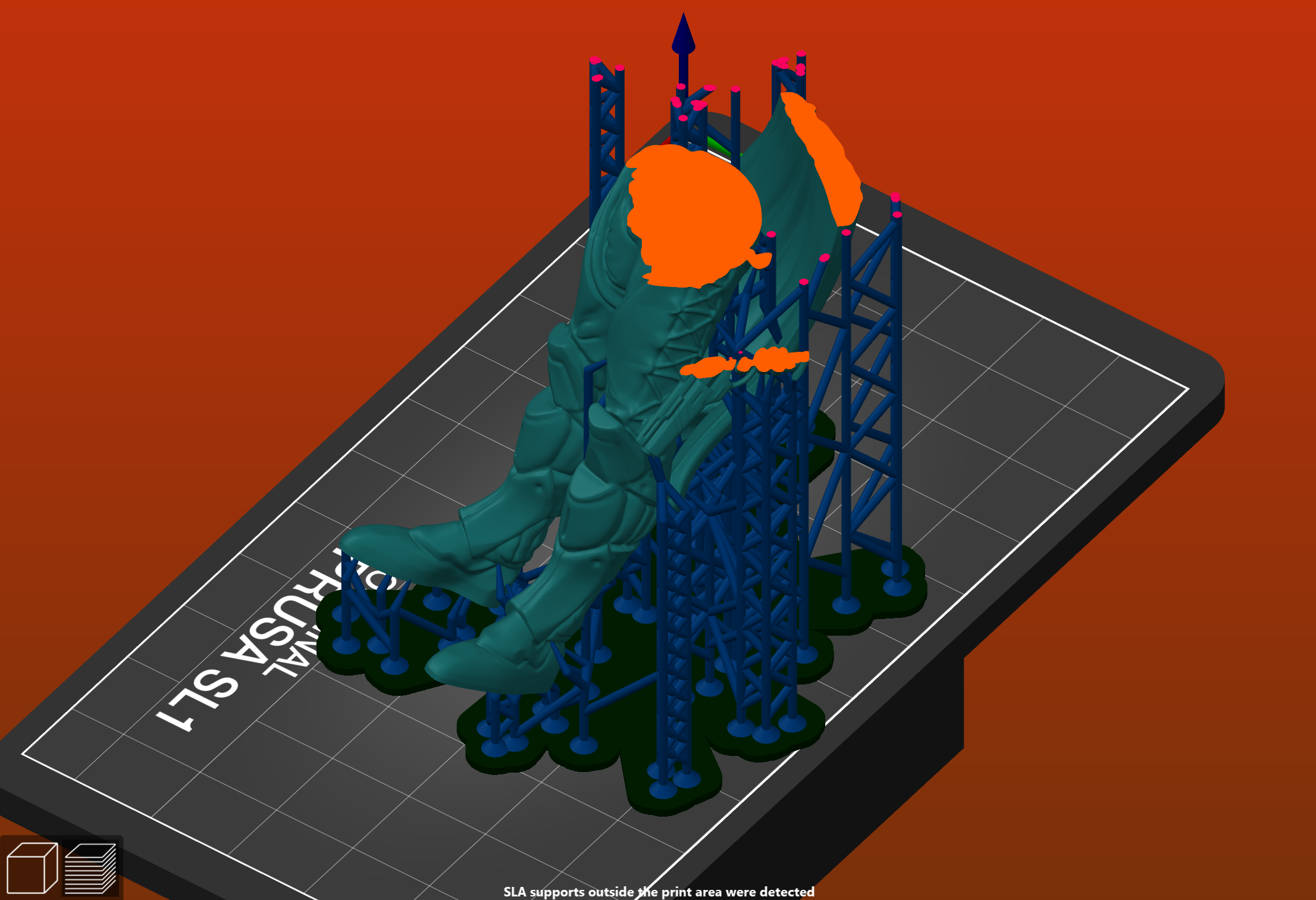
Das PrusaSlicer-Vorschaufenster hilft Ihnen, problematische Bereiche, wie z.B. Objekte außerhalb der Grenzen usw. zu erkennen.
Es erfordert keine besonderen Fähigkeiten, um problematische Teile zu bemerken. Schauen Sie sich unsere Fehlerbehebungsseite an, um die häufigsten Probleme zu sehen, die beim Slicen auftreten können.
Übung macht den Meister
Wenn Sie noch nie einen 3D-Drucker besessen haben, mag der Sprung in den Slicing-Prozess zunächst entmutigend erscheinen, aber es ist tatsächlich leichter als es aussieht. Natürlich kann es ein paar Versuche dauern, bis Sie alle Macken verstehen, aber der Vorschau-Modus ist Ihre beste Voraussetzung für einen problemlosen Druck.

Es ist möglich, sogar ziemlich große Objekte zu drucken – verwenden Sie das Schneidewerkzeug in PrusaSlicer, um große Modelle in kleinere Teile zu zerlegen.
Drehen Sie das Objekt, fügen Sie genügend Stützen hinzu, prüfen Sie das geslicete Ergebnis im Vorschaufenster und wenn alles gut aussieht, schicken Sie die SL1-Datei an den Drucker. Das war’s schon! Übrigens, wussten Sie, dass Sie das auch drahtlos machen können? Lesen Sie das SL1-Handbuch, um mehr zu erfahren!
Wenn Sie Ihre Fähigkeiten im Laufe der Zeit verbessern, werden Sie herausfinden, dass Sie mit der Objektrotation, den Stützen und den Schichthöhen herumspielen können, um die Druckqualität zu maximieren. Sie werden lernen, wie Sie die Anzahl der Stützen minimieren und gleichzeitig das Objekt fest mit der Basis verbinden können. Viel Spaß dabei!
Du musst angemeldet sein, um einen Kommentar abzugeben.