






Ruedas de avión RC, fundas de teléfonos flexibles o fundas GoPro duraderas – hay algunas cosas que no puede (o no debe) imprimir con filamentos regulares como PLA o PET-G. Sin embargo, hay un grupo de filamentos especiales que son perfectos para este trabajo. – ¡Filamentos flexibles! Pueden ser un poco difíciles de usar, así que decidimos traerte este artículo que te ayudará a comenzar con estos maravillosos materiales.

Imprimir con filamentos flexibles es otra forma de ampliar las capacidades de su impresora 3D. A diferencia de los materiales más comunes (como PLA o PET-G), estos filamentos ofrecen flexibilidad, gran adhesión entre capas y normalmente elasticidad. Los objetos impresos pueden ser no solo flexibles sino también extremadamente resistentes al desgaste mecánico o al daño. Sin embargo, también hay algunas desventajas. La impresión de estos filamentos requiere una preparación previa a la impresión más completa, además de algunos ajustes y retoques, en términos simples: tener cierta experiencia con la impresión 3D es una gran ventaja.

Nuestra impresora Original Prusa i3 MK3 está diseñado para imprimir diversos materiales, incluidos filamentos flexibles. Sin embargo, para ayudarlo a imprimir estos materiales, hemos reconstruido el extrusor para la versión MK3S por lo que sería aún más amigable con la impresión flexible. También deberías descargar la versión de PrusaSlicer que actualizará automáticamente cada cambio de perfil cuando salga (puedes leer más aquí). Así que echemos un vistazo a las cualidades básicas y configuraciones óptimas para filamentos flexibles.
Hay dos tipos de materiales que se utilizan para la impresión 3D: TPE (Thermoplastic Elastomer) y TPU (Thermoplastic Polyurethan). Aunque tiene dos nombres diferentes, TPU es en realidad un tipo de TPE; La principal diferencia entre ellos es principalmente en la dureza. Los plásticos llamados TPU generalmente son más duros, su dureza es de alrededor de 60A-90A en la escala de dureza de la shore (ver más abajo).
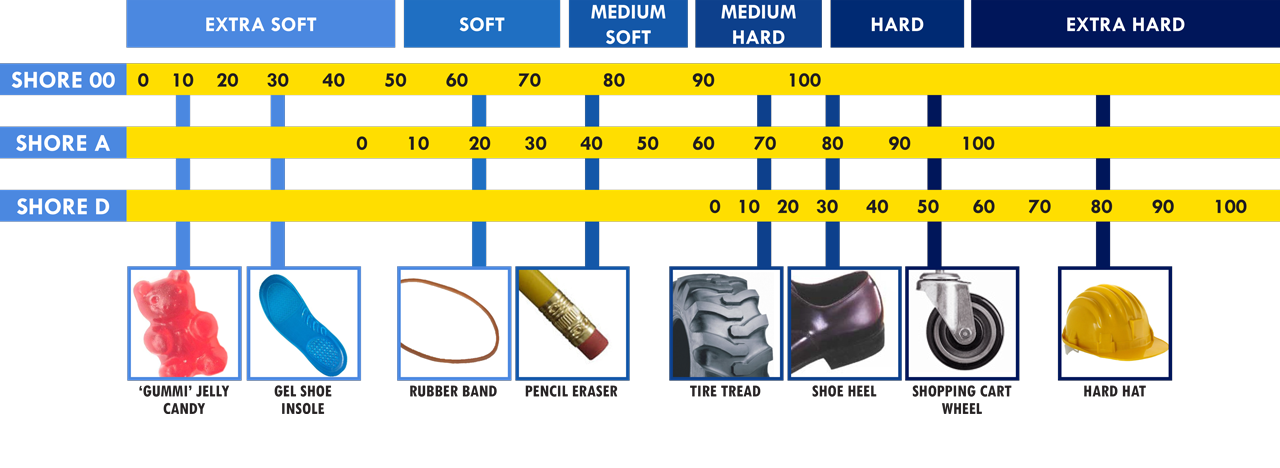
Escala de dureza Shore, fuente: smooth-on.com
Como ya hemos mencionado, las principales ventajas de estos materiales son flexibilidad, solidez y elasticidad. Una gran solidez es causada por una excelente adhesión entre capas. Los productos impresos pueden soportar una gran tensión mecánica sin romperse, lo que significa que se pueden usar filamentos flexibles, p.ej. para imprimir separadores u otras piezas muy estresadas.
Entre las principales desventajas hay cosas como impresión lenta, puentes malos e hilos. Además, debe tener en cuenta que no todos los modelos son adecuados para imprimir con filamentos flexibles y que es necesario elegir cuidadosamente qué imprimir. En términos generales, la impresión con filamentos más suaves es más difícil. Por ejemplo, los filamentos suaves de TPE tienden a desprenderse a los lados de la base calefactable. Tenemos mejores experiencia con filamentos de TPU with dureza shore 92A y 98A (disponible en nuestra tienda).
Consejos para impresiones flexibles útiles
Entonces, ¿qué se puede hacer exactamente con flexibles? Hemos tratado de imprimir varios modelos simples que se pueden usar en la vida cotidiana o simplemente por diversión. También hemos preguntado a nuestros fanáticos en Twitter para un poco de inspiración y obtuvimos docenas de fotos geniales – ¡así que mira ese enlace para ver más!
Al principio, pensamos que sería una gran idea imprimir neumaticos de modelos RC. Se ven realmente bien cuando se imprimen con flexfill de 92A , sin embargo, no tienen una buena adhesión debido a la dureza del filamento. Por lo tanto, son más adecuados para trenes de aterrizaje de aviones RC que para automóviles. Puede modificar la suavidad del neumático cambiando los parámetros de relleno y el número de perímetros. Cuando lo ajuste demasiado alto, los neumáticos serán demasiado duros y podría perder la característica clave de los filamentos flexibles.

Izquierda: Flexfill 98A con 2 perímetros y 8% de relleno. Derecha: Flexfill 92A con 1 perímetro y 8% de relleno.
A continuación, intentamos imprimir nuestro propio sello. El resultado puede ser bastante bueno si usa un filamento suave. El sello debe tener una superficie muy lisa para funcionar correctamente. Por lo tanto, es importante lijarlo después de imprimir, o imprimir con la superficie de contacto hacia abajo para obtener una hoja lisa.

Muchas personas apreciarán la posibilidad de imprimir una funda de protección para su teléfono celular o cámara GoPro. Intentamos usar filamentos más duros y suaves y descubrimos que ambas variantes funcionan bastante bien. Algunas de las fundas protectoras no se pueden imprimir bien sin utilizar material de soporte. Tendrás que ajustar los ajustes de la impresora o acepte el hecho de que las áreas de los puentes no serán tan agradables como con PLA u otros materiales estándar.

Preparación de impresión y configuraciones
1) Afloja tu tensor tanto como sea posible antes de comenzar a cargar el filamento/impresión. Existe un alto riesgo de que el filamento se enrede alrededor del Bondtech si hay demasiada presión sobre la cuerda.
2) Extender una fina capa de pegamento en tu superficie de impresión (la barra de pegamento de papel normal debería funcionar bien). Este paso es necesario cuando se utiliza la lámina de PEI lisa o satinada. No necesita usar pegamento en láminas texturizadas. Sin pegamento, el objeto impreso será difícil de eliminar de la superficie debido a una buena adhesión de TPU y podría dañar su lámina. Alternativamente (para el filamento de TPE), puedes imprimir en una cinta adhesiva normal como se ve en este video. En PrusaSlicer, tenemos la temperatura de la cama de calor ajustada a 50 °C. Esa es la temperatura óptima para Flexfill 92A y 98A, sin embargo, puede diferir para otros tipos de filamentos, por ejemplo, el TPE no se adhiere a la base calefactable con esta temperatura.
3) Tienes que imprimir muy lentamente, la velocidad segura típica es de 20 mm/s. En general, la velocidad máxima recomendada para filamentos flexibles es de 30-40 mm/s, ya que correría el riesgo de obstruir la boquilla si ajusta la velocidad demasiado alta. En PrusaSlicer recomendamos usar el perfil „Flexfill 98A or Filatech FilaFlex40“. Tiene una velocidad óptima establecida a través de la velocidad volumétrica máxima (Se establece en 1.5mm3/s, eso es aproximadamente 17 mm/s cuando se usa una capa de 0.2mm).
4) Manten tu filamento seco. Los filamentos flexibles absorben mucha humedad y son más difíciles de imprimir cuando se almacenan incorrectamente.
Cómo lograr impresiones de mejor aspecto
1) Sugerimos establecer un relleno menor si quieres que tu objeto sea más flexible. Sin embargo, debes agregar más capas sólidas superiores (Configuración de impresión – Capas y perímetros – Capas horizontales). Como se mencionó anteriormente, los puente suelen ser muy pobres y tu modelo puede tener agujeros.
2) Establezca las retracciones lo más bajo posible. Si tiene dificultades para encontrar un valor óptimo, intente apagarlo por completo y luego subirlo poco a poco. Si configura las retracciones demasiado altas, corres el riesgo de obstruir la boquilla o enredar el filamento en el extrusor. Nuestros perfiles de PrusaSlicer incluyen valores probados y optimizados, por lo que en la mayoría de los casos, debe mantenerlos de esa manera. También es importante tener en cuenta que la combinación de filamentos flexibles y pequeñas retracciones provoca una gran cantidad de hilos que es inevitable. Si el objeto impreso es «velludo» o tiene algunos hilos sobrantes, puede quitarlas calentando esas partes con mucho cuidado con una llama o una pistola de calor. ¡Tenga mucho cuidado para no dañar el modelo ni lastimarse!
3) Eleve la temperatura recomendada del hotend a 5 °C más. La boquilla podría presentar demasiada resistencia y el objeto impreso podría estar subextruido o completamente desordenado. Mantenga el ventilador de impresión apagado.
4) Si necesita imprimir soportes, establecer el espacio entre las capas en el eje Z en al menos 0,3 mm (en PrusaSlicer en Ajustes de Impresión – material de soporte – distancia contacto Z). De lo contrario, es muy difícil eliminar todo el material de soporte debido a la alta adhesión entre capas.
Para resumir las posibilidades del filamento flexible: los objetos impresos desde flex son más adecuados para el uso práctico que para imprimir modelos hermosos. Sin embargo, los materiales flexibles pueden abrir posibilidades completamente nuevas para su impresora 3D. Esperamos que nuestros consejos y trucos lo ayuden a superar posibles problemas e imprima algo increíble. Si lo hace, no olvide compartir sus impresiones con nosotros, ya sea en la sección de comentarios o en los canales de redes sociales. También puedes encontrar inspiraciones en Twitter gracias al trabajo de nuestros followers.
Lo siento, debes estar conectado para publicar un comentario.