






Siempre es como resolver un pequeño rompecabezas: comienza con un objeto 3D y luego estás tratando de descubrir cómo rotarlo, dónde agregar soportes y cómo configurar los ajustes de impresión para lograr los mejores resultados posibles. Este proceso se denomina laminado en rebanadas y es una habilidad esencial para aprender si desea crear impresionantes impresiones en 3D.
A pesar de que tanto lasimpresoras 3D Original Prusa i3 y la SL1 se basan en el mismo concepto central, fabricación aditiva, producen objetos de manera diferente. La MK3S y sus predecesoras extruyen plástico derretido, mientras que la SL1 cura la resina líquida para crear objetos sólidos, que de hecho se imprimen al revés. El laminado de la SL1 es diferente, utiliza más soportes que las impresoras 3D FFF/FDM, pero también son más fáciles de quitar.
Tabla de contenidos
- Reglas básicas
- Qué afecta a los tiempos de impresión
- Orientación del objeto
- Soportes de arbol y pads
- Edición manual de soportes
- Imprimir objetos grandes y delgados
- Laminando modelos geométricamente precisos
- Vaciado de objetos 3D
- Previsualización del objeto
- La práctica hace la perfección
Reglas básicas
Antes de profundizar en la descripción detallada de cada paso, echemos un vistazo a las reglas generales a las que debe atenerse al laminar objetos para impresoras 3D SLA.
- Aprenda lo que afecta los tiempos de impresión
- La orientación al objeto es importante
- Agregar soportes – generados automáticamente o colocados manualmente
- Considere vaciar el objeto
- Verifique el objeto antes de exportar
¿Qué afecta a los tiempos de impresión?
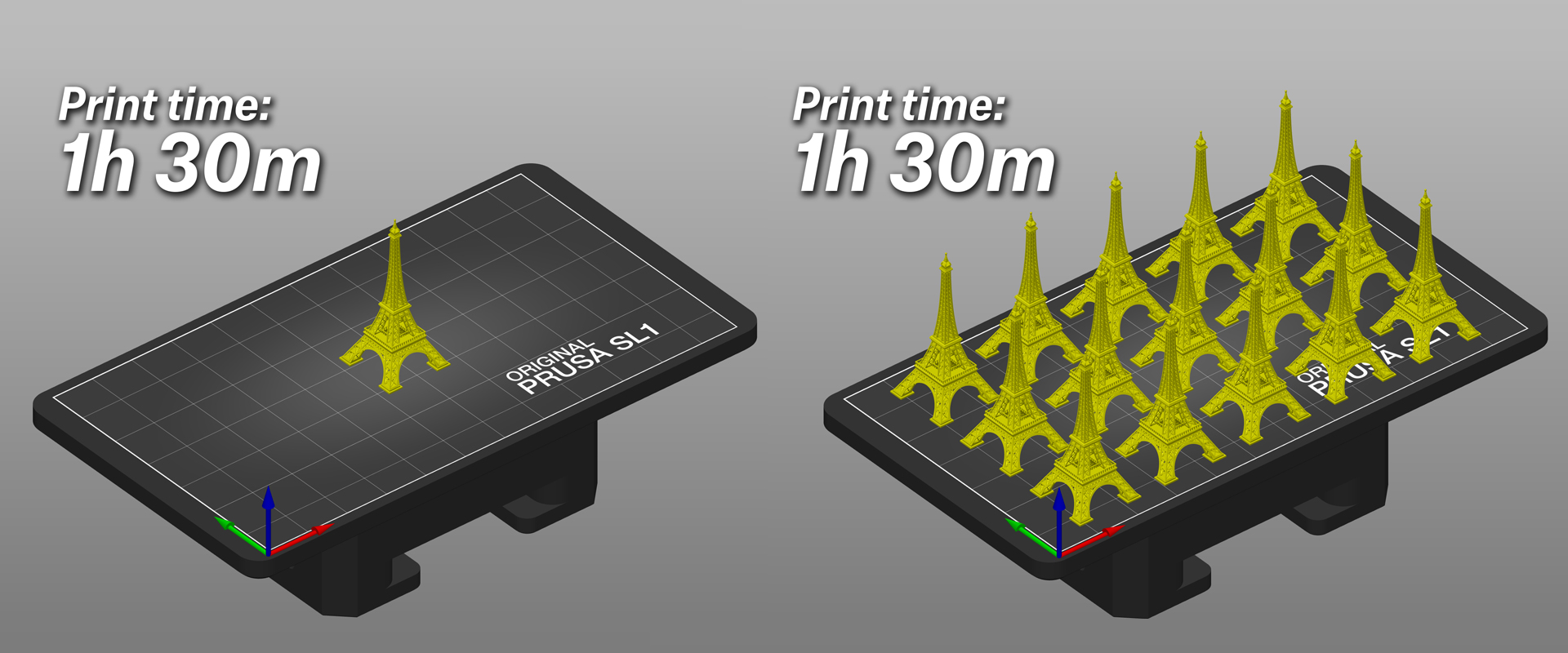
Si posee una impresora 3D FFF/FDM como nuestra MK3S, probablemente esté acostumbrado al hecho de que la complejidad del objeto combinada con varios otros aspectos (tamaño, relleno, altura de la capa, diámetro de la boquilla, etc.) definen cuánto tiempo se necesitará para terminar la impresión. Los tiempos de impresión de la SL1 se definen mediante una simple multiplicación: número de capas × (tiempo de exposición + tiempo de inclinación). No importa cuántos objetos (y cuán complejos) haya en la plataforma de impresión, la exposición los tiempos son constantes a lo largo de la impresión, con la excepción de las primeras diez capas, que tardan un poco más en terminar. En otras palabras, imprimir un objeto alto llevará menos tiempo, si lo coloca plano sobre la plataforma de impresión. Y tampoco importa si coloca un solo objeto en la plataforma, o si una docena. El tiempo de impresión siempre será el número de capas multiplicado por el tiempo de exposición de una sola capa.
También puede disminuir el tiempo de impresión aumentando la altura de la capa – las capas más gruesas darán como resultado un número menor de capas totales por objeto. No es necesario seguir presionando para obtener los números de altura de capa más bajos – el beneficio es sorprendentemente pequeño cuando se trata de la impresión 3D «diaria» regular. Recomendamos que se base a capas de 0.05 mm para impresiones bien detalladas y capas de 0.1 mm para calidad de «prueba» (que en realidad es mucho mejor que las impresoras 3D FFF/FDM). Las alturas de capa de 0.035 mm y 0.025 mm están destinadas a objetos muy intrincados. No todas las resinas son adecuadas para cada altura de capa – PrusaSlicer contiene una biblioteca de resinas probadas y alturas de capa compatibles. Puedes ver nuestra selección de resinas en nuestra tienda.
Orientación del objeto
El primer paso hacia una impresión exitosa es la orientación del objeto. La SL1 puede manejar voladizos masivos y partes que comienzan en el aire gracias a los soportes delgados y fuertes, que son fáciles de quitar una vez que finaliza la impresión. Por lo tanto, aunque no podrá encontrar la orientación perfecta de los objetos en cada caso, los soportes estarán a su espalda. Sin embargo, la buena orientación de los objetos ofrece algunos beneficios, como tiempos de impresión más cortos (consulta el capítulo anterior).

Además, es posible que haya notado que las impresiones SLA a menudo se colocan en un ángulo de 45 grados. Hay varias razones para esto – algunas de ellas son específicas de la tecnología (mejor suavizado), algunas de ellas son puramente prácticos (los objetos inclinados cubren un área más grande, por lo que los soportes debajo de estos objetos se extienden de manera más uniforme). Ciertos fabricantes están utilizando películas basadas en silicona en el fondo del tanque, lo que requiere que el usuario evite imprimir en el mismo lugar porque la película podría deteriorarse muy rápidamente. La SL1 utiliza una película FEP, que dura mucho más tiempo, aunque sigue siendo un consumible.
Otra razón para encontrar una orientación óptima del objeto: queremos evitar grandes superficies horizontales planas – las fuerzas requeridas para separar una gran área plana del fondo del tanque son mucho más altas que las requeridas para separar un pequeño capa. Tendría que agregar docenas de soportes en dicha área. En resumen: dejar que los objetos crezcan gradualmente bajo un ángulo suele ser la forma más segura de lograr impresiones atractivas. También ayuda a ocultar la trama de la pantalla de exposición que, en ciertos casos, podría aparecer en la superficie del objeto. Sin embargo, como viste en el capítulo anterior, algunos objetos se pueden colocar directamente en la plataforma de impresión para lograr mejores resultados. ¿Confunde? En realidad no, se trata de revisar cada objeto individualmente.
Echemos un vistazo a varios ejemplos de orientación a objetos.Conseguir la orientación correcta es fácil con el nuevo PrusaSlicer 2.0 – puede usar las herramientas Mover, rotar, escalar y colocar en la cara para colocar el objeto de manera rápida y eficiente. Algunos objetos se pueden mover a una posición tan ideal que los soportes no serán necesarios.
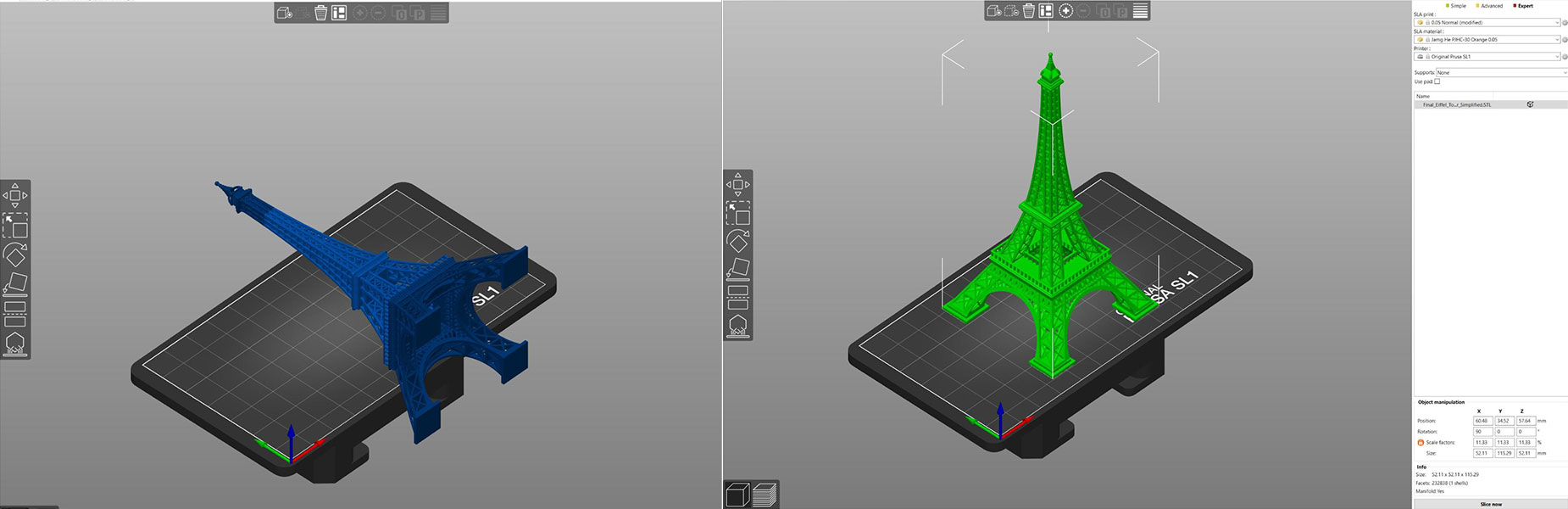
Use Colocar en la cara para colocar rápidamente el objeto en la plataforma de impresión
Los edificios a menudo no necesitan soportes y se pueden imprimir directamente en la plataforma de impresión. ¡Pero ten cuidado al eliminarlos!
Sin embargo, en la mayoría de los casos, el objeto tendrá más de una orientación correcta. Esto suele ocurrir con joyas o varias estatuas. La regla de oro aquí es tratar de rotar el objeto de una manera que minimice el número de puntos donde el objeto comenzaría en el aire. Llamamos a estos lugares «islas». Estas áreas no se pueden imprimir sin soportes, y como generalmente es mejor evitar usar soportes, siempre debemos tratar de encontrar una mejor orientación.
Seems simple enough, doesn’t it? Now, how to deal with objects that require supports?
Soportes de arbol y pads
Los soportes para la SL1 son diferentes a los de las impresoras 3D FFF/FDM, como la Original Prusa i3 MK3S . Los soportes para SLA son estructuras similares a andamios con puntas muy delgadas, que son fáciles de quitar y dejan poco o ningún rastro en la superficie del objeto impreso cuando se quitan. Esto también significa que un número insuficiente de soportes puede provocar efectos no deseados, p. Ej. Los objetos pesados pueden desprenderse durante la impresión. Los soportes van de la mano con la orientación del objeto: al girar el objeto a una posición óptima, puede minimizar la necesidad de soportes. Además, tenga en cuenta que no se recomienda la conexión en puente con impresoras 3D SLA: las capas que se encuentran por encima del área no admitida tenderán a doblarse, deformarse y/o separarse.
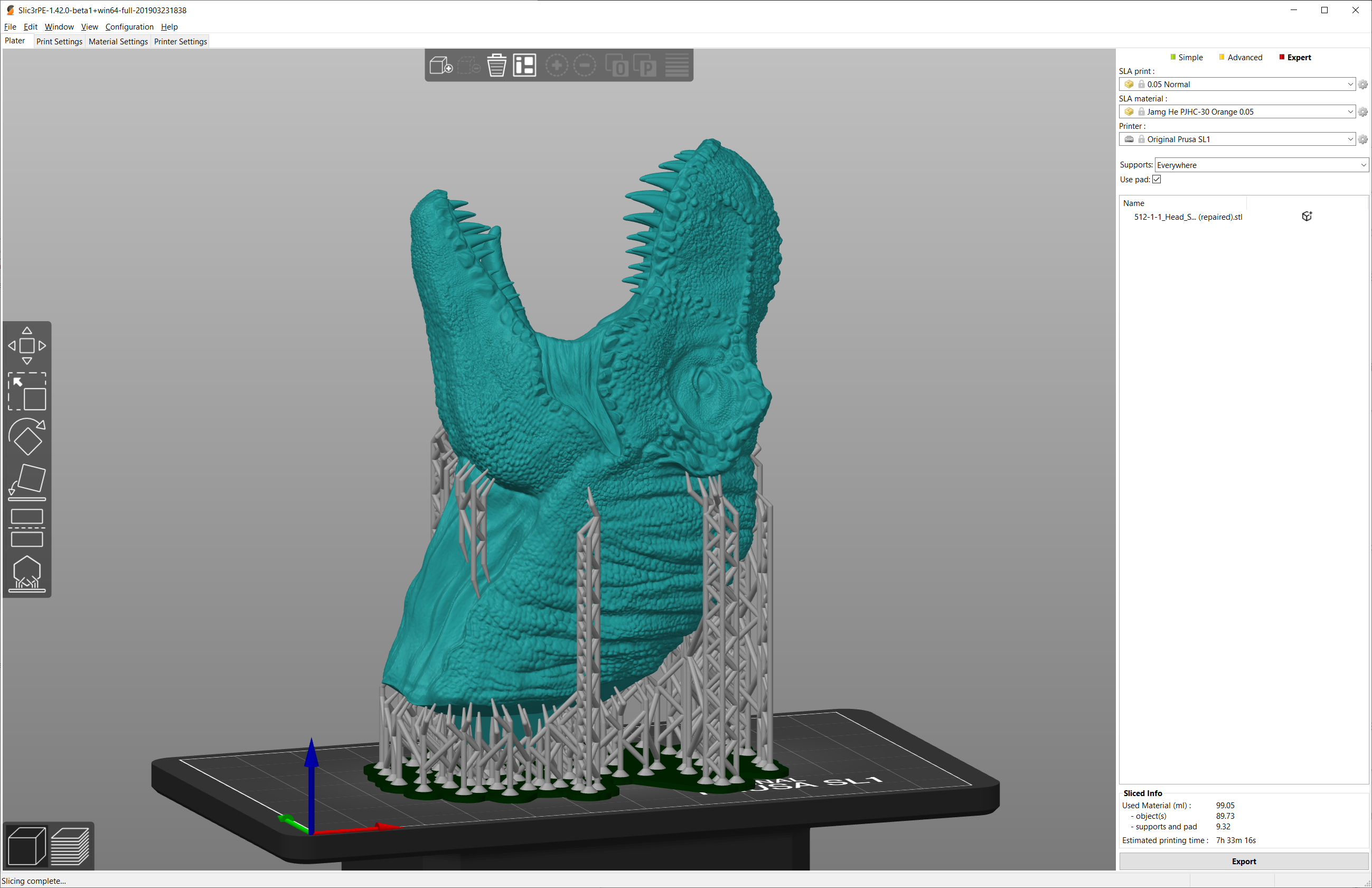
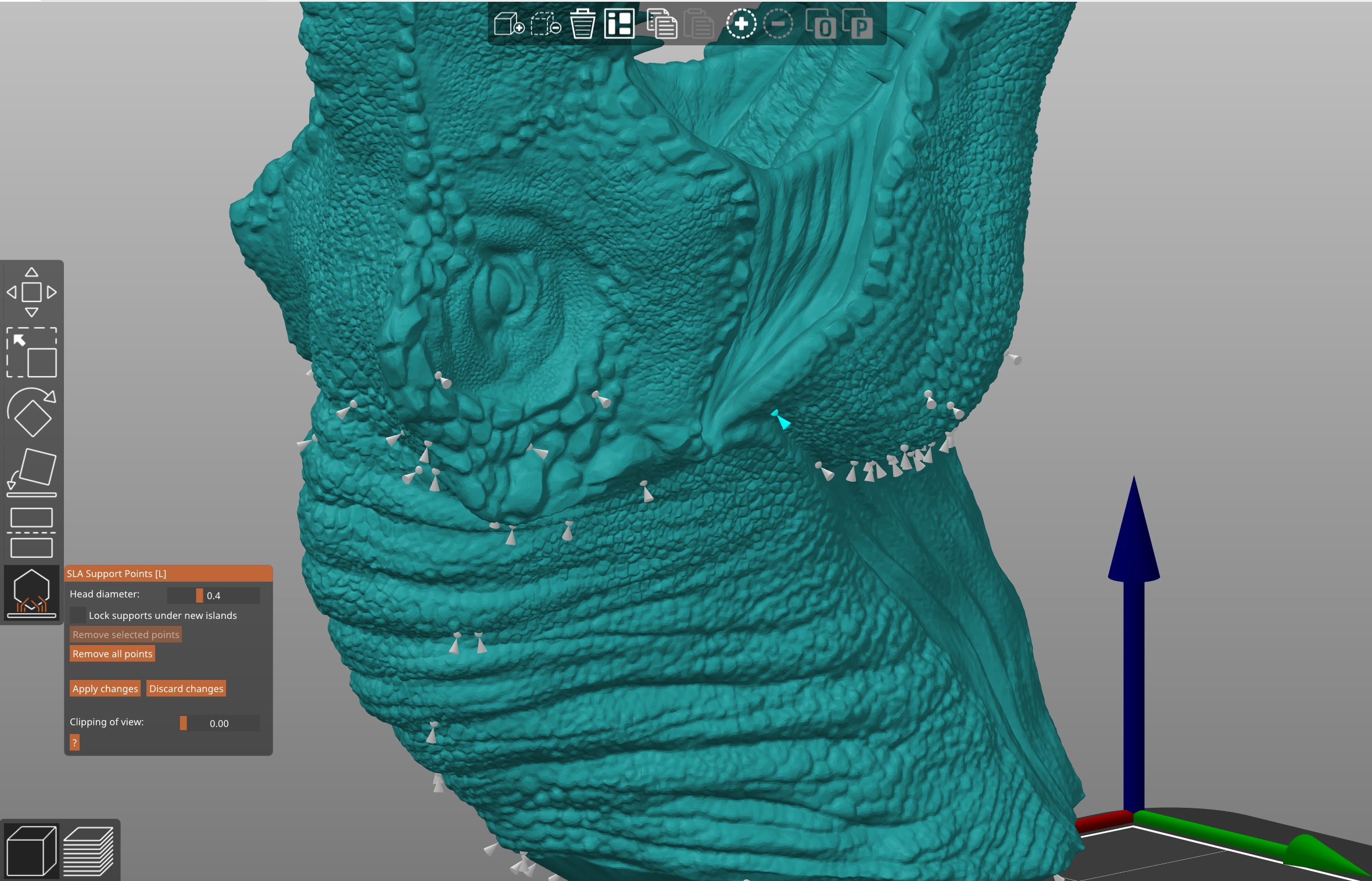
Puede deshacerse de toneladas de soportes si giras el objeto a una posición óptima. Los dientes de este cabeza de T-rex se pueden imprimir sin soportes
Además, tenga en cuenta que quitar los soportes puede dejar pequeñas marcas en la superficie, por lo que si su objeto tiene ciertas áreas que deberían ser completamente perfectas (un adorno en una pieza de joyería, la cara de una figura de acción ), intente mantener los soportes alejados de ellos.
PrusaSlicer 2.0 está totalmente equipado para la generación automática de soporte de árbol. ¿Como funciona?
- Selecciona el objeto que requiere soportes
- Haz clic en el icono de puntos de soporte de SLA
- Elije la densidad de puntos de soporte y la distancia mínima de puntos (los valores predeterminados deberían funcionar bien para la mayoría de los objetos)
- Haz clic en Generar puntos automáticamente y espere hasta que finalice el proceso.
- Utiliza el modo Vista previa para inspeccionar si todas las «islas» son compatibles; de lo contrario, puede ajustarlas manualmente.
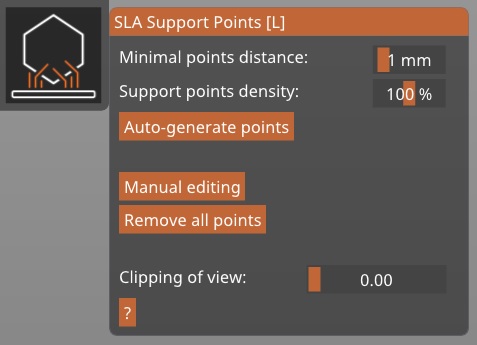
Menú de soportes de SLA en PrusaSlicer
Otra cosa que debe considerar usar es el pad. El pad (habilitado de manera predeterminada) es una estructura grande en la base de la impresión, que sirve como base para los soportes. Si bien es posible tener soportes impresos directamente en la plataforma de impresión de aluminio, el pad asegurará una estabilidad mucho mejor.
Edición manual de soportes
En algunos casos, la generación de soporte automático no ofrece un resultado 100% perfecto – esto es normal ya que los objetos importados pueden ser infinitamente complejos. Mejoramos constantemente nuestras subrutinas de generación de soportes para evitar que ocurran estas situaciones. De cualquier manera, en ciertas ocasiones, los soportes deben agregarse manualmente, esto se puede hacer incluso cuando ya hay soportes generados automáticamente.
Comparación de soportes generados automáticamente y soportes editados manualmente
Haga clic en el botón Edición manual. Los soportes generados anteriormente desaparecerán temporalmente para ofrecerle una mejor visión general del modelo. Use el botón izquierdo del mouse para agregar nuevos puntos de soporte. Puede ajustar el grosor del soporte en el modo de edición manual utilizando el control deslizante «Diámetro del cabezal», o puede ir a Configuración de impresión – Soportes y modificar los siguientes parámetros para aumentar el grosor de los soportes:
- Diámetro frontal de la cabeza de soporte: 0.6 mm
- Penetración de la cabeza del soporte: 0.6 mm
- Diámetro del pilar de apoyo: 1.3 mm
Atajos útiles
Shift + Arrastre izquierdo del ratón = agregar múltiples puntos a la selección
CTRL + Clic izquierdo del ratón = agregar un punto de soporte único a la selección
ALT + Clic izquierdo del ratón = eliminar un punto de soporte único de la selección
ALT + Arrastre izquierdo del ratón = eliminar múltiples puntos de la selección
CTRL + A = Seleccionar todos los puntos
CTRL + Rueda ratón = mover el plano de recorte
Imprimir objetos grandes y delgados
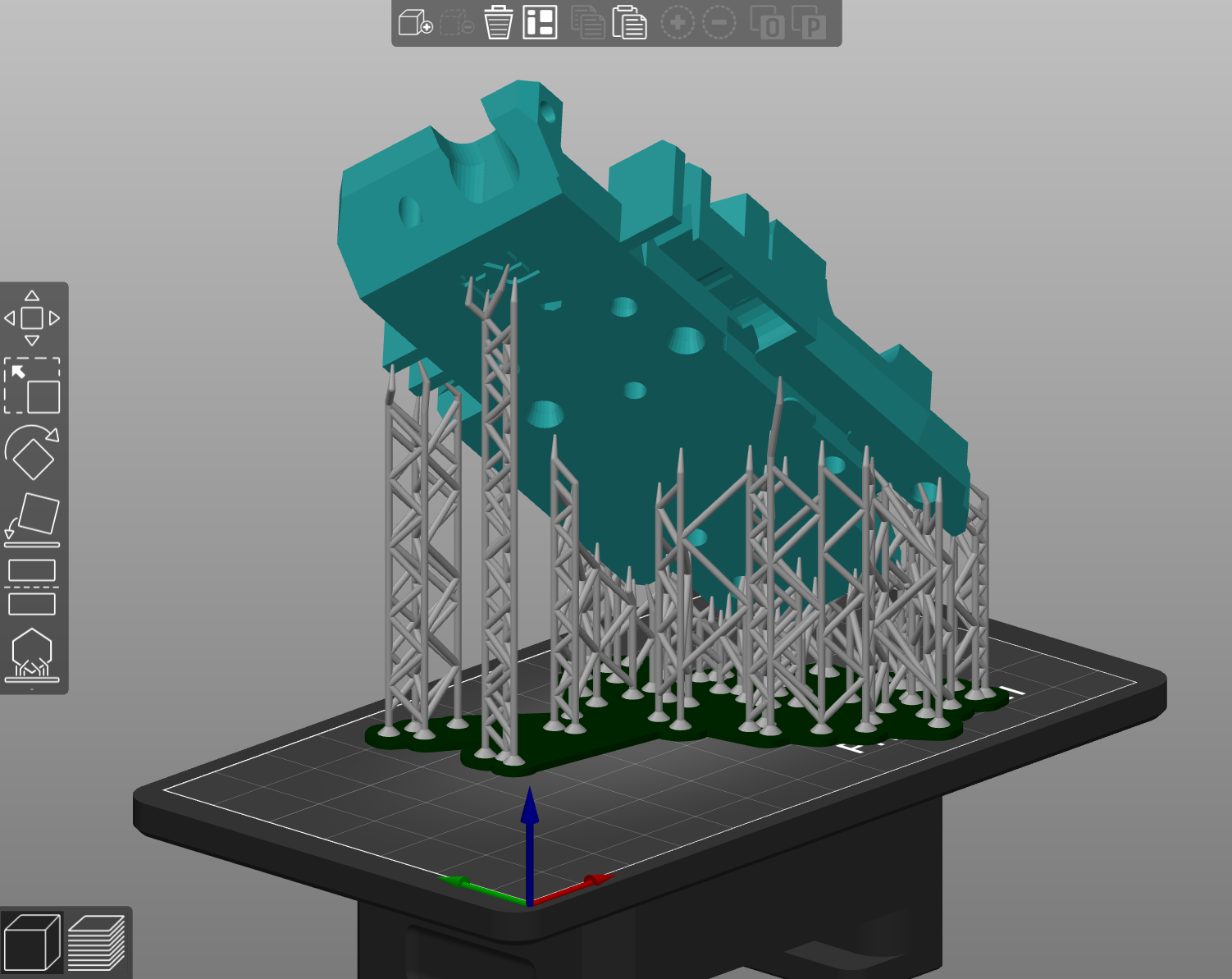
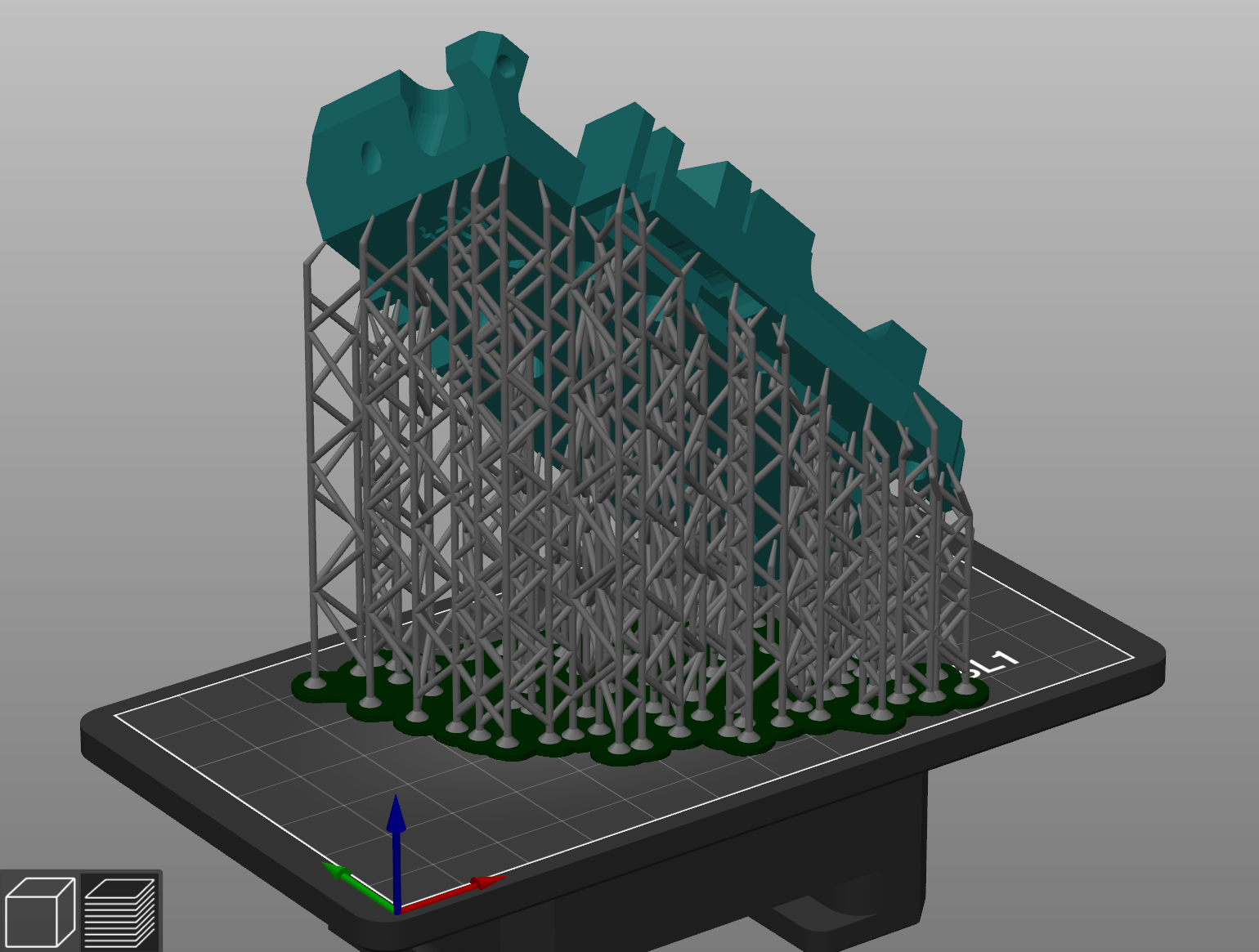
Los objetos grandes y delgados tienden a deformarse porque las paredes delgadas son flexibles. Esto generalmente se aplica a carcasas, cajas o incluso modelos de trenes. La solución es utilizar soportes más densos y más gruesos en combinación con la colocación de soporte manual. En términos generales, las tecnologías de impresión 3D FFF / FDM son mucho más adecuadas para imprimir grandes formas geométricas, como varios casos de Arduino y objetos similares.
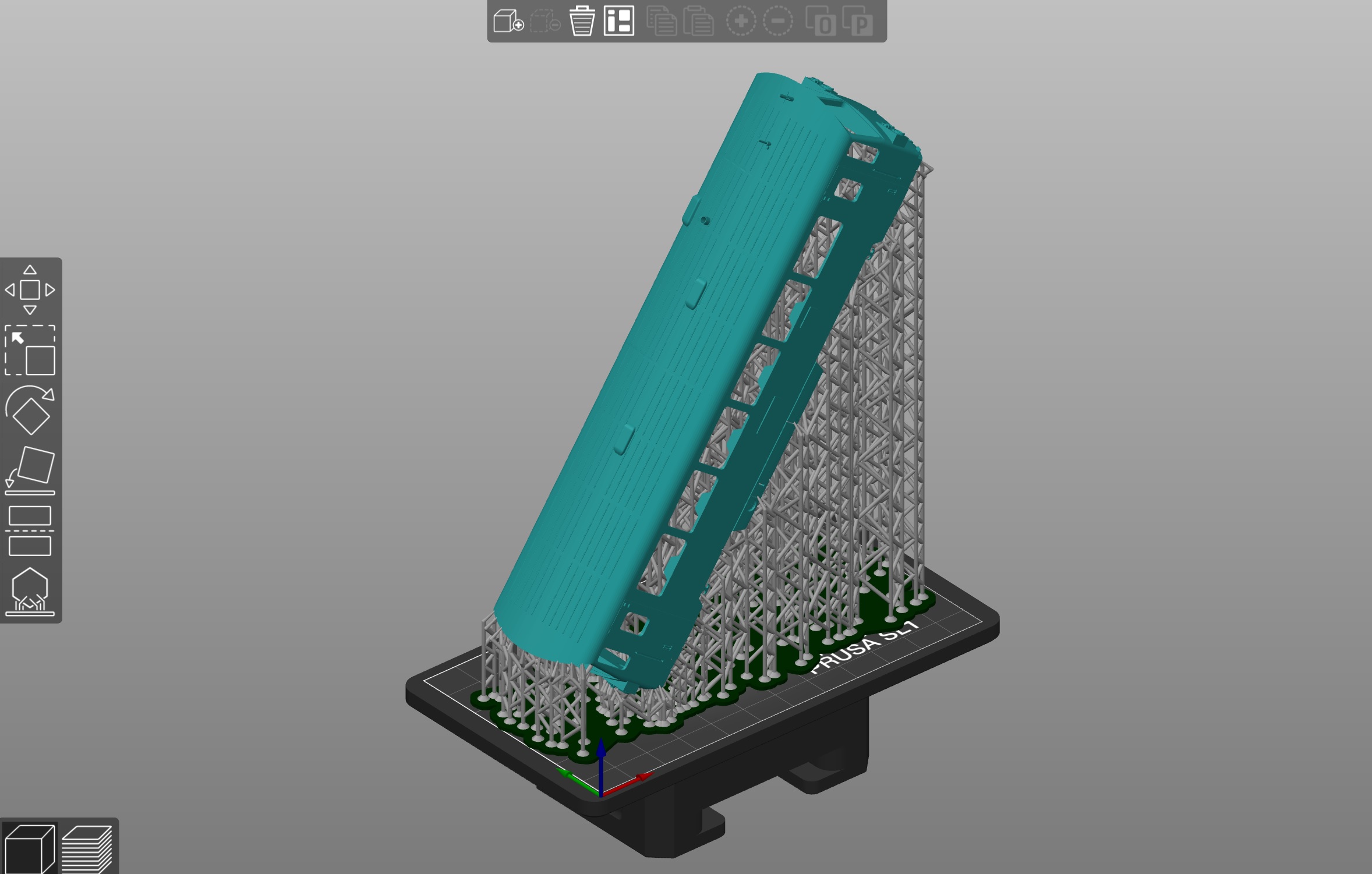
No tenga miedo de agregar muchos soportes al imprimir objetos altos con paredes delgadas
La inclinación de 45 grados es especialmente importante con objetos grandes. Un objeto grande con un contorno pequeño solo sería compatible con una pequeña cantidad de soportes, lo que podría causar problemas más adelante durante el proceso de impresión. El objeto podría desprenderse fácilmente de los soportes, ya sea por su peso o como resultado de las fuerzas de pelado. Recomendamos vaciar objetos grandes antes de imprimirlos, esto disminuirá el consumo de resina junto con el peso del objeto, lo que a su vez hace que el proceso de impresión sea más confiable.
Laminando modelos geométricamente precisos
Las piezas mecánicas, los objetos que deben encajar, las juntas, las clavijas y cosas similares deben imprimirse con precisión. Si bien las impresoras 3D SLA son más adecuadas para imprimir formas orgánicas, también se pueden imprimir formas geométricas y piezas de ensamblaje. La clave aquí es colocar soportes estratégicamente a lo largo de los bordes del objeto.
La razón es simple: cuando se imprime con resinas líquidas, el material curado todavía es relativamente blando, lo que significa que el objeto puede doblarse muy ligeramente durante los movimientos de la plataforma. Además, la mayoría de las resinas tienden a encogerse un poco después de ser curadas por la luz ultravioleta, lo que puede dar como resultado bordes ligeramente deformados del objeto impreso. Nuevamente, un buen número de apoyos es clave.
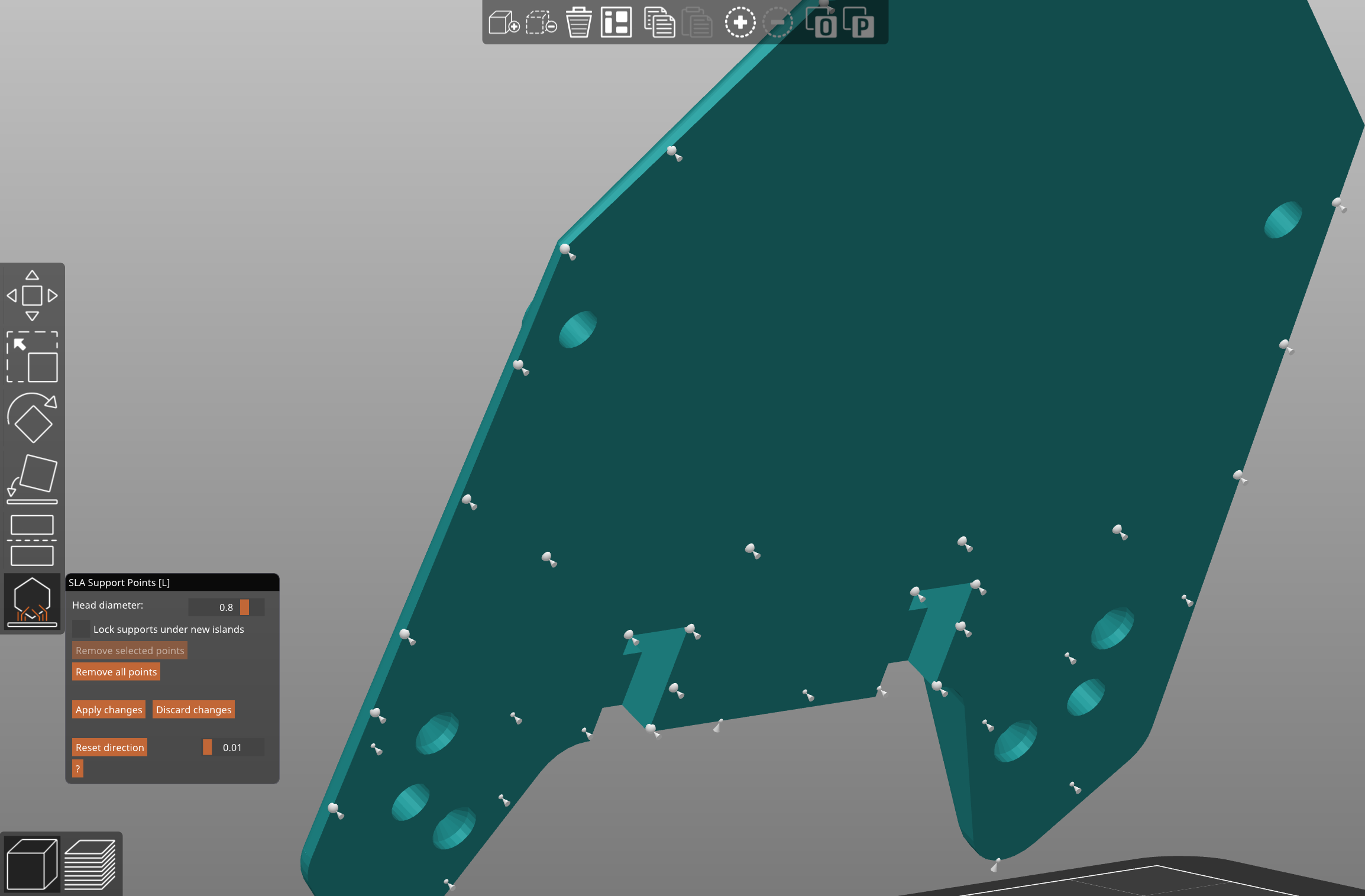
Al imprimir formas no orgánicas, utilice la herramienta de colocación de soporte manual para colocar soportes más gruesos a lo largo de los bordes del objeto.
Además, recuerde que cuando imprimas objetos directamente en la plataforma, las primeras capas generalmente desarrollarán algo que llamamos un ‘pie de elefante’ – a medida que se curan las primeras capas, el material se expandirá un poco, creando una superficie irregular. Es por eso que se recomienda usar el Pad.
Consejo: Como ya se mencionó, la impresión siempre tomará la misma cantidad de tiempo sin importar cuántos objetos haya en la plataforma de impresión. El tiempo total se define por el número de capas a solidificar. Usa esto para su ventaja: si tiene un objeto complejo con una orientación difícil, coloque varias copias en la plataforma de impresión y gire cada objeto en una dirección diferente. Esto te ayudará a ahorrar tiempo.
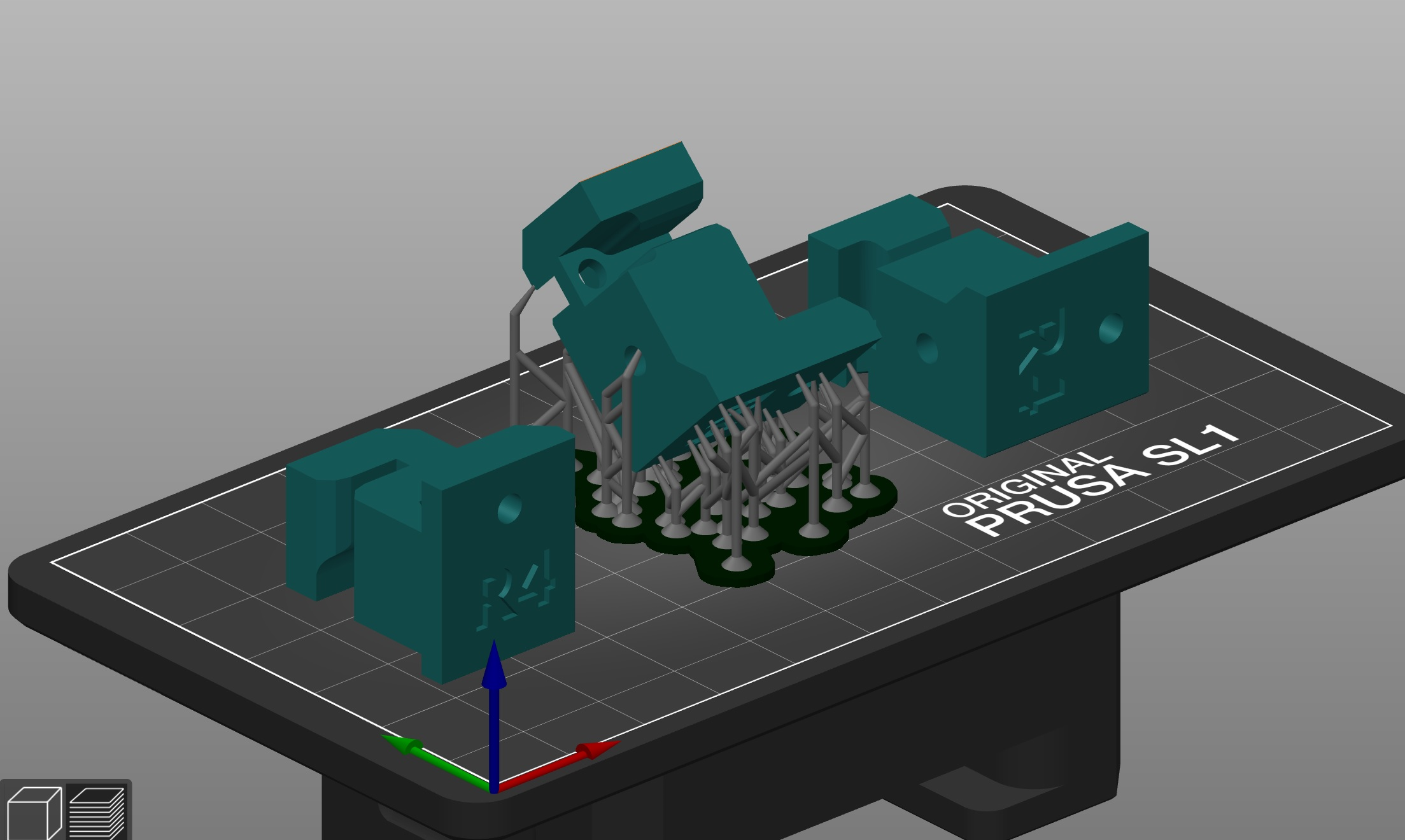
Imprime el objeto en varias rotaciones al mismo tiempo para encontrar rápidamente la orientación óptima – el tiempo de impresión seguirá siendo el mismo
Vaciado de objetos 3D
Todos los objetos laminados para la SL1 son completamente sólidos por defecto. No hay patrón de relleno como en la impresión 3D FFF/FDM. Los objetos impresos a partir de resina líquida pueden ser pesados y robustos, pero el consumo de resina aumenta, especialmente al imprimir modelos grandes. Esto también significa que debe agregar más soportes y / o hacerlos más gruesos, para que puedan soportar el peso del objeto.
El vaciado se puede hacer dierectamente en PrusaSlicer – comprueba la documentación para más información.
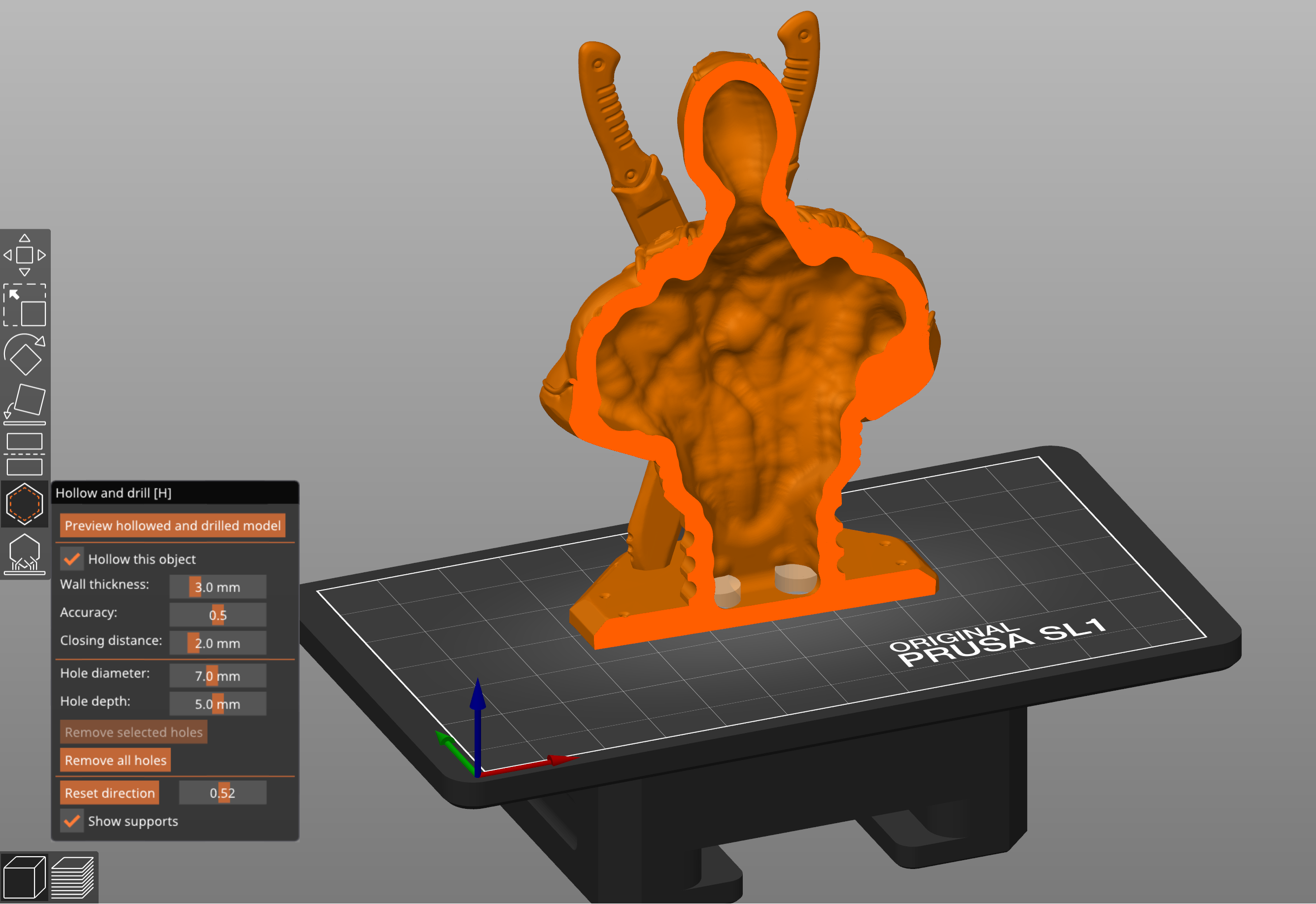
La parte difícil viene con los agujeros de drenaje. Debes colocar dos agujeros de drenaje en algún lugar del objeto, de lo contrario, la resina líquida permanecerá atrapada en su interior. Si lo rompe por accidente, la resina se escapará. Obviamente, uno de los agujeros debe colocarse en la parte superior del objeto. Recuerda que los objetos se imprimen al revés, por lo que el agujero, de hecho, terminará siendo el punto más bajo del objeto y la resina líquida se derramará a través de él. Sin embargo, se requiere el segundo orificio para compensar el vacío / succión que podría crearse dentro del espacio hueco, por lo que debe estar en el lado opuesto del modelo. Intente colocar los agujeros estratégicamente para que la apariencia general del objeto impreso no se vea comprometida.
Previsualización del objeto
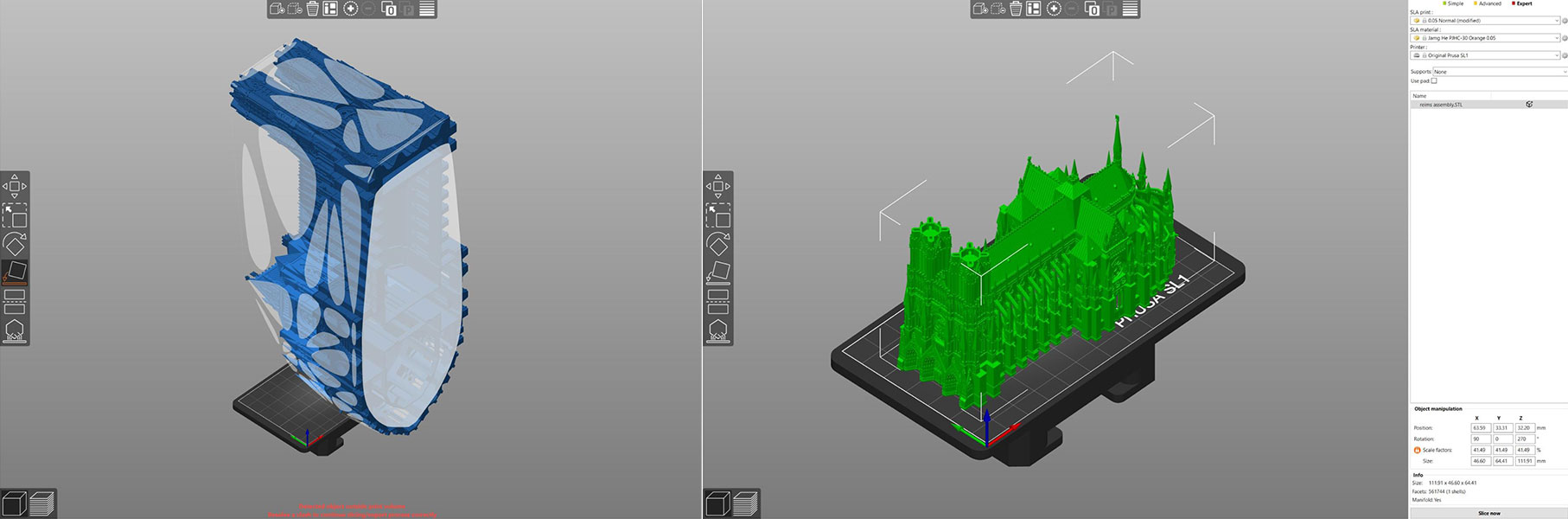
Antes de exportar el objeto como un archivo SL1, inspecciona con cuidado en la ventana de Vista previa. Esto llevará solo un minuto y puede ahorrarle muchos problemas. Usa el control deslizante de vista previa de capa en el lado derecho de la ventana y comience desde la primera capa. Mueve el control deslizante y compruebe cómo crece el objeto. ¿Hay alguna parte del objeto que comience en el aire? ¿Hay rayas largas y delgadas soportadas por un solo soporte? Simplemente regresa al modo de edición y agrega un par de soportes, luego vuelva a laminar el modelo.
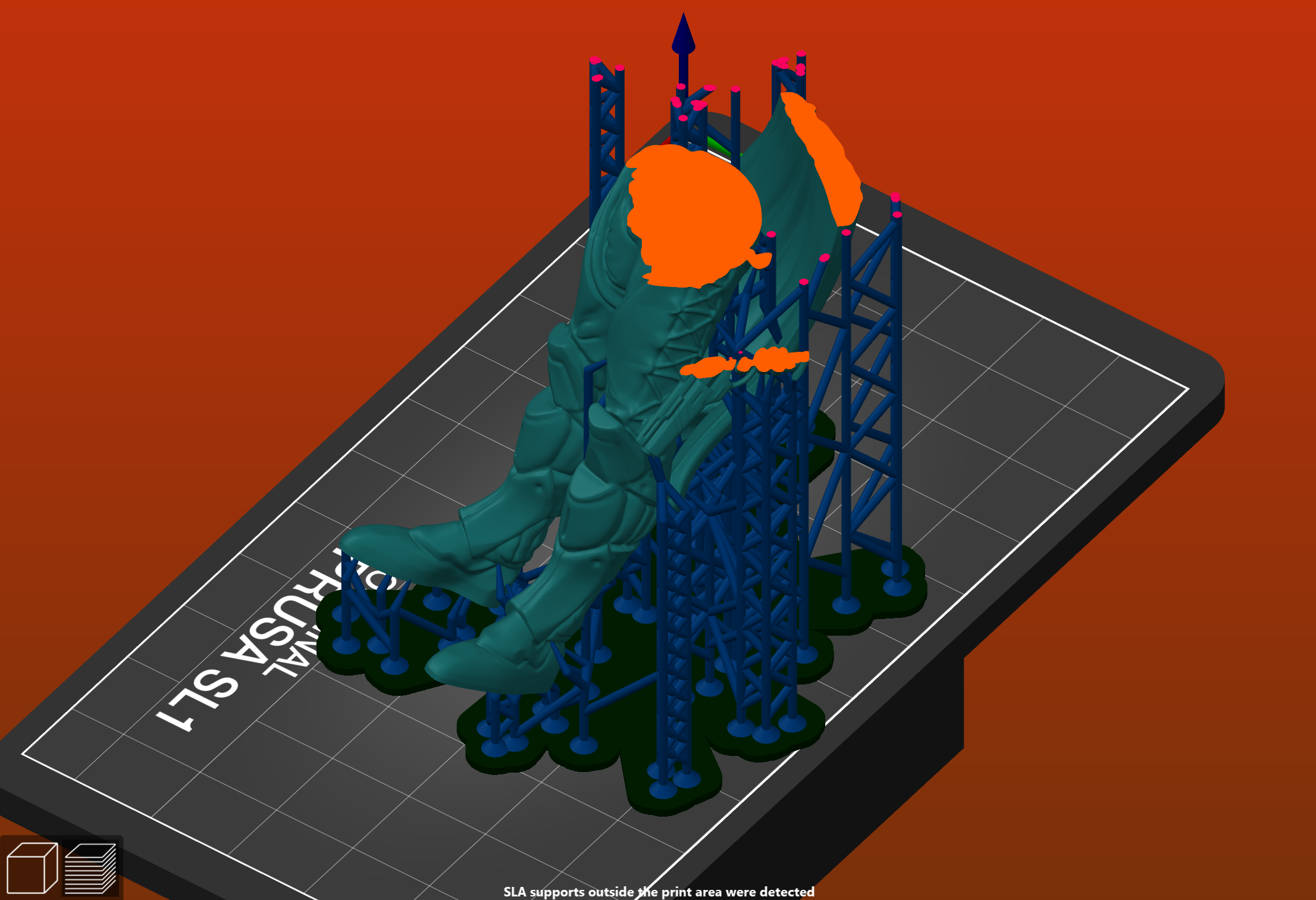
La ventana de previsualización de PrusaSlicer te ayudará a detectar áreas problematicas, como objetos fuera de límites etc.
No requiere ninguna habilidad especial para notar partes problemáticas. Mira nuestra página de resolución de problemas para ver los problemas mas comunes que pueden aparecer durante el laminado.
La práctica hace la perfección
Si nunca ha tenido una impresora 3D, ver en el proceso de laminado puede parecer desalentador al principio, pero en realidad es más fácil de lo que parece. Por supuesto, te puede llevar un par de intentos antes de comenzar completamente entienda todas las peculiaridades, pero el modo Vista previa es su mejor opción para imprimir sin problemas.

Es posible imprimir incluso objetos bastante grandes – usa la herramienta Cortar en PrusaSlicer para dividir modelos grandes en partes más pequeñas
Gira el objeto, agrega suficientes soportes, inspecciona el resultado laminado en la ventana de vista previa y, si todo se ve bien, envía el archivo SL1 a la impresora. ¡Eso es! Por cierto, ¿sabías que puedes hacerlo de forma inalámbrica? ¡Comprueba el manual de la SL1 para saber más!
A medida que mejores sus habilidades con el tiempo, descubrirás que puede jugar con rotación de objetos, soportes y alturas de capas para maximizar la calidad de impresión. Aprenderás a minimizar la cantidad de soportes, mientras mantienes el objeto firmemente sujeto a la base. ¡Que te diviertas!
Lo siento, debes estar conectado para publicar un comentario.