





Les imprimantes 3D FFF comme l’Original Prusa i3 MK3S vous permettent d’imprimer des modèles fascinants avec un très bon niveau de précision. Pourtant, parfois ce n’est pas suffisant. Il y a des choses qui nécessitent une surface parfaitement lisse et brillante – pour des raisons esthétiques ou fonctionnelles. Avec les imprimantes SLA 3D, ce n’est pas une tâche compliquée. Mais qu’en est-il des impressions 3D FFF ? Les lignes des couches sont généralement assez saillantes. Les lisser ne peut être accompli que par un post-traitement approprié. Vous en avez peut-être déjà entendu parler, ou vous en avez déjà essayé par vous-même – comme le lissage des impressions 3D ASA/ABS avec des vapeurs d’acétone. Cependant, nous recevons encore beaucoup de questions sur la façon de rendre différents matériaux lisses. Alors laissez-nous vous guider à travers nos instructions sur la façon de votre modèle parfaitement lisse et brillant. https://youtu.be/NiG1jDEG0kA
La sécurité d’abord :
Tout d’abord, nous devons vous rappeler que dans tous les cas de lissage chimique, nous travaillerons avec des solvants organiques inflammables et/ou avec leurs vapeurs. Veuillez suivre les précautions de sécurité recommandées pour vous protéger et protéger les personnes qui vous entourent. N’oubliez pas que vous travaillez avec ces produits chimiques à vos risques et périls. Faites tout ce qui est possible pour éviter le contact direct et l’inhalation de produits chimiques. Travaillez toujours dans des zones bien ventilées, aussi loin que possible des objets inflammables et utilisez des équipements de protection tels que des gants et une protection faciale (écran de protection ou lunettes de protection). Les vapeurs d’acétone ont tendance à être très importantes et peuvent causer des problèmes respiratoires.
Comment choisir le bon matériau
Lorsque le lissage chimique est mentionné, de nombreux utilisateurs se souviendront probablement des filaments ABS ou ASA comme des matériaux qui peuvent être lissés facilement. C’est pourquoi nous porterons une attention particulière à ces matériaux. Cependant, ces types de filaments ne sont pas les seuls à pouvoir être lissés à un certain niveau. Chaque matériau a son propre dissolvant (vous pouvez le trouver dans les tableaux de chimie) qui lissera tôt ou tard le matériau. Cependant, tous les processus ne sont pas recommandés, car de nombreux dissolvants sont généralement des matières dangereuses qui ne sont pas disponibles pour une grande majorité de personnes (par exemple le chloroforme, le dichlorométhane, etc.). De plus, la dissolution de certains filaments prend beaucoup trop de temps, ce qui les rend peu pratiques pour ce type de post-traitement. Évaluons plusieurs combinaisons de base de filaments et de dissolvants qui sont souvent recommandés par les fabricants et voyons quels sont leurs avantages et leurs inconvénients.

ABS et ASA
De loin, les matériaux les plus appropriés pour le lissage sont l’ABS et l’ASA en combinaison avec l’acétone. Vous devriez pouvoir acheter de l’acétone dans votre pharmacie ou quincaillerie locale et l’utiliser dans votre atelier à domicile. L’ASA Prusament, en particulier, peut être facilement lissé. Et avec la bonne méthode, vous obtiendrez une belle surface lisse et brillante en un rien de temps. Nous accorderons plus d’attention à l’ABS et l’ASA dans les chapitres suivants.
PVB
Un autre matériau très populaire est le PVB (PolyVinyl Butyral), parce qu’il est facile à utiliser (comme le PLA), il n’est pas sujet à la déformation et peut être lissé avec de l’alcool isopropylique (IPA). Cependant, si vous utilisez des vapeurs d’IPA pour le lissage (comme vous le feriez avec l’ABS/acétone), le processus peut prendre jusqu’à plusieurs heures. Pour l’accélérer, l’IPA doit être appliqué directement sur la surface de vos impressions 3D. Il vaut mieux le disperser comme le Polymaker Polysher le fait.

HIPS
Le HIPS est le plus souvent utilisé comme matériau de support pour les impressions en ASA ou ABS. Il peut être dissous avec du d-limonène. La meilleure façon est de laver le modèle pendant 10-20s dans du limonène et de le laisser sécher (cela peut prendre plusieurs heures voire plusieurs jours). Curieusement, le modèle sentira toujours les zestes d’orange après avoir été lavé au d-limonène. Nous avons testé que certains HIPS peuvent également être lissées avec de l’acétone (la meilleure façon est d’utiliser des vapeurs d’acétone).  HIPS lissé à l’acétone (à gauche) et au d-limonène (à droite)
HIPS lissé à l’acétone (à gauche) et au d-limonène (à droite)
PLA
Le lissage du PLA est un peu plus difficile. Diverses discussions sur Internet offrent de nombreux conseils et astuces sur la façon de le faire. Et apparemment, il y a beaucoup de gens qui l’ont fait avec succès avec certaines des méthodes suivantes. Le conseil le plus fréquent consiste à utiliser du chloroforme. Mais c’est un produit chimique dangereux qui ne peut être obtenu qu’avec une autorisation spéciale que la plupart des gens n’obtiendront pas. Même nous, nous n’avons pas pu mettre la main sur ce produit chimique, donc à ce stade, nous ne pouvons pas confirmer s’il fonctionne ou non. Une autre option consiste à utiliser NaOH (Hydroxyde de sodium alias soude caustique). Nous ne pouvons pas non plus recommander cette méthode, surtout si vous avez l’intention de le faire à la maison. C’est une substance dangereuse et généralement, au lieu de lisser votre impression, elle désintégrera très probablement l’objet en petits fragments. Il y a une petite chance d’obtenir un meilleur résultat avec différentes concentrations mais nous ne pouvons pas le confirmer. Des tests supplémentaires dans des conditions de laboratoire seraient nécessaires. Le troisième conseil utilise l’acétone. Nos tests ont confirmé que toutes les couleurs de PLA Prusament peuvent être collées parfaitement avec de l’acétone – cela fonctionne comme une super-colle. Cependant, nos tentatives de dissolution du PLA avec de l’acétone peuvent difficilement être qualifiées de réussies. Nous avons imprimé des échantillons de presque tous les PLA Prusament et les avons exposés aux vapeurs d’acétone. Après plusieurs heures d’exposition, ils sont devenus un peu plus mous, mais même pas proches d’être lisses. Ensuite, nous avons essayé d’appliquer de l’acétone sur la surface du modèle directement à l’aide d’un pinceau, là encore sans résultat notable. Enfin, nous avons plongé les modèles dans un bain d’acétone, ce qui a causé un blanchiment partiel de plusieurs filaments et la destruction totale de tous les modèles. Un bain court ne causera aucun dommage particulier, mais après quelques heures (voire quelques jours), le modèle se fissurera non seulement entre les couches mais aussi dans d’autres directions (il est probablement causé par un effet appelé « craquelure par solvant »). Il est intéressant de noter que les couches sont restées visibles dans tous les cas, peu importe ce qui est arrivé au reste du modèle.  Rainette en PLA baignée dans l’acétone pendant 3 heures et 48 heures
Rainette en PLA baignée dans l’acétone pendant 3 heures et 48 heures
PETG
Vous pouvez également lisser le PETG. La meilleure façon est d’utiliser du dichlorométhane. Le principal avantage du lissage du PETG est le fait que le produit chimique peut être appliqué facilement avec un pinceau – il ne laisse pas de traces sur la surface et les impressions ne se déforment pas par la suite (comme l’ABS ou l’ASA). Mais il y a un hic : le dichlorométhane est un dissolvant dangereux tout comme le chloroforme et ne peut être acheté qu’avec une autorisation spéciale. Ces produits chimiques ne doivent être utilisés que par des utilisateurs expérimentés disposant d’une protection appropriée.

Application du dissolvant
La plupart des dissolvants peuvent être appliqués de plusieurs façons, mais nous les avons essayés et avons confirmé qu’une solution se démarque des autres : la meilleure façon de rendre votre impression lisse est de l’exposer à des vapeurs de dissolvant. L’application du dissolvant avec un pinceau consommera probablement beaucoup du produit chimique choisi et la surface ne sera jamais parfaitement lisse et brillante. De plus, vous risquez de laisser des marques blanches sur la surface. Le modèle pourrait également commencer à se tordre et à se déformer. Plonger une impression 3D directement dans, par exemple, un bain d’acétone n’est pas non plus une bonne idée. Il introduit divers problèmes avec la manipulation de l’objet – vous le toucherez probablement tout en le retirant du bain et endommagerez la surface ramollie. De plus, le dissolvant peut fuir à l’intérieur de votre modèle et causer encore plus de dommages. Non seulement cela, mais il est généralement difficile d’estimer le temps d’immersion correct, donc au final, vous gâcherez plus que probablement le bain avec du plastique dissous. Les objets basés sur de l’ABS/ASA traités de cette façon ont tendance à beaucoup se tordre.
Construction de boîte de lissage
À ce stade, nous avons décidé que nous devions utiliser des vapeurs dissolvantes pour lisser nos impressions. Pour ce faire, nous devons créer une boîte appropriée pour y arriver. Elle devrait avoir plusieurs paramètres de base : Tout d’abord, décidons quels produits chimiques nous prévoyons d’utiliser et choisissons un matériau approprié pour la boîte. Vous ne devez pas utiliser une boîte en ABS pour le lissage à l’acétone ou une boîte en PETG pour le lissage au dichlorométhane, car ils se dissoudraient rapidement. L’ASA/acétone étant la combinaison la plus utilisée, nous avons choisi une boîte de rangement en PP (polypropylène) transparent disponible chez IKEA. Il est bon d’avoir plusieurs boîtes de tailles différentes pour différents modèles pour économiser de l’acétone et rendre le processus un peu plus rapide.

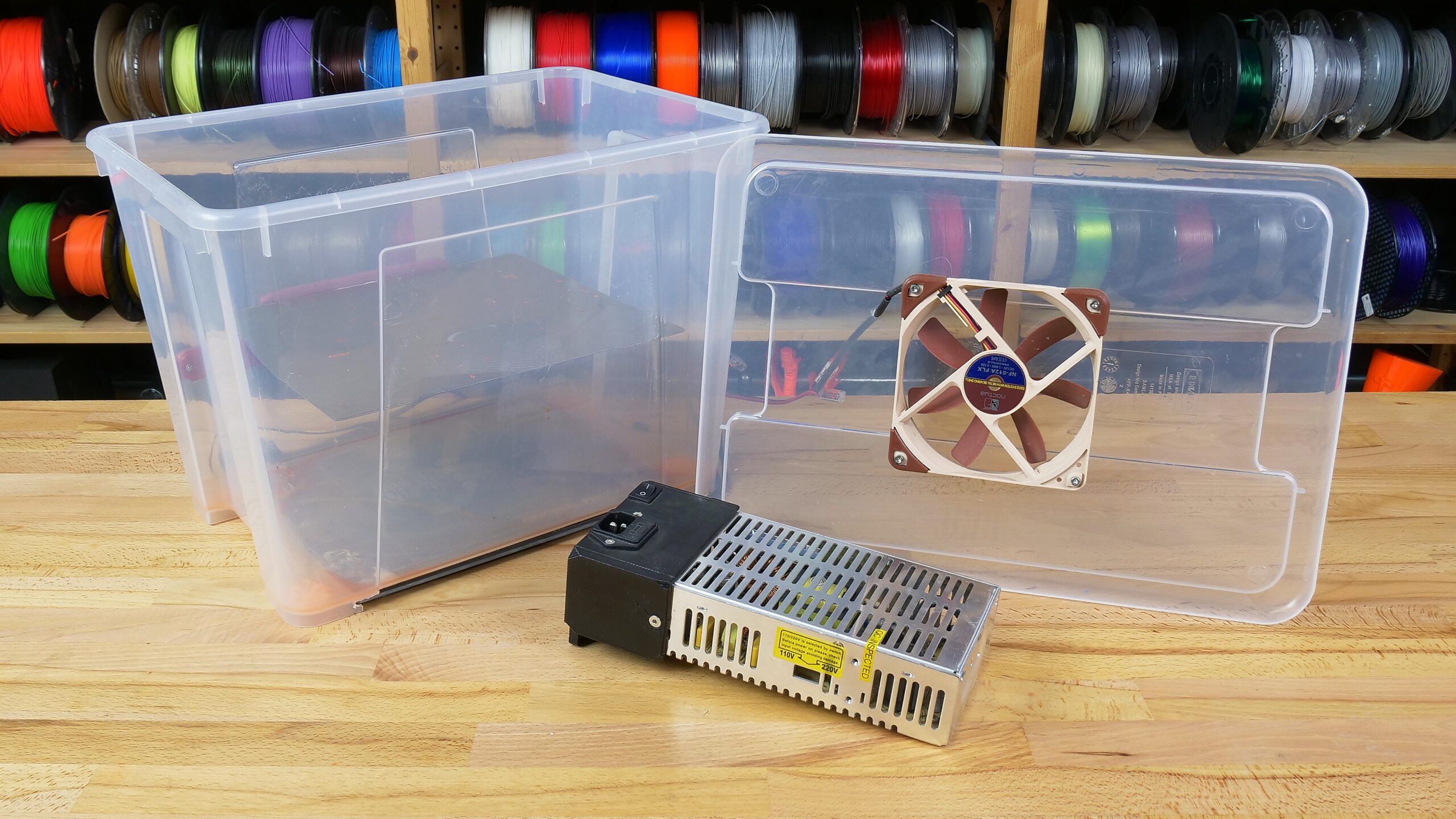 Exemple d’une boîte de lissage : Une plateforme surélevée (une feuille en acier à effet ressort ancienne et endommagée fonctionne bien) est nécessaire L’électronique est facultative et ne doit être utilisé que par des utilisateurs expérimentés ! Le processus le plus courant et le plus sûr consiste à placer des serviettes ou des morceaux de papier toilette imbibés d’acétone sous et autour du modèle. Cela fonctionne bien pour les petits modèles. Cependant, avec des modèles plus grands, cela devient beaucoup plus difficile, car l’effet de lissage peut ne pas être uniforme sur toute la surface – par exemple, la partie inférieure peut être plus lisse que la partie supérieure. Bien sûr, il existe certaines méthodes qui peuvent faire fonctionner cela même avec des modèles plus grands. Premièrement, la méthode la plus recommandée et la plus sûre est de se procurer une station de lissage professionnelle, tel que le Polymaker Polysher ou la Zortrax apoller. Ces machines fonctionnent à basses températures, dispersent uniformément le dissolvant et créent un joli aspect brillant. L’inconvénient des stations de lissage est leur prix élevé. Il existe une autre méthode de plus (et bon marché) pour rendre tous les modèles lisse de façon uniforme – et c’est mise en température de l’acétone. Mais sachez que cette méthode est dangereuse et nous ne pouvons pas le souligner davantage – si vous décidez de chauffer l’acétone, vous le faites à vos risques et périls. Faites-le le plus loin possible de tout objet inflammable, portez un équipement de protection (écran facial, gants, etc.) et vérifiez toujours la boîte (restez à distance et surveillez-la toujours). Travailler dans un environnement sûr est absolument essentiel – nous ne saurions trop insister sur ce point. En cas de doute, utilisez la méthode à froid ou achetez une station de lissage professionnelle. Mieux vaut prévenir que guérir ! Maintenant, si vous n’êtes pas découragé par nos avertissements de sécurité, voyons la liste du matériel recommandé. Comme nous l’avons dit, nous allons chauffer le bain d’acétone. Ses vapeurs augmenteront de volume et s’il y avait une source d’allumage dans la boîte scellée, cela pourrait provoquer une explosion. Veuillez garder à l’esprit que la boîte ne doit pas être parfaitement scellée pour empêcher l’accumulation de pression à l’intérieur. Nous vous recommandons d’utiliser une plaque en plastique légère sans verrouillage (juste posée sur le dessus de la boîte) et de faire quelques petits trous dans le couvercle pour aider les vapeurs d’acétone à s’échapper. Il ne faut en aucun cas utiliser une boîte avec une isolation en caoutchouc ou tout type de verrouillage ! Placez une plaque métallique à l’intérieur de la boîte et assurez-vous qu’elle est au moins à quelques centimètres (1-2 pouces) au-dessus du fond. Cela servira de plaque de base pour les modèles lissés. La plateforme doit être surélevée pour éviter tout contact direct des modèles avec l’acétone. Nous avons découvert qu’une vieille tôle d’acier d’imprimante était le meilleur support de lissage. Nous pouvons travailler avec elle facilement, sans toucher aux modèles. Une autre chose dont votre boîte pourrait avoir besoin est un ventilateur. C’est une pièce optionnelle, mais elle améliorera vraiment l’efficacité grâce à une meilleure circulation de l’air. Sans ventilateur, vos modèles peuvent devenir trop mous en bas, mais des couches visibles en haut peuvent subsister. Le ventilateur doit être placé sous le couvercle afin que le flux d’air soit dirigé directement sur les modèles. Encore une fois, la sécurité d’abord : le ventilateur devrait fonctionner parfaitement si vous décidez de le mettre à l’intérieur de la boîte. Une électronique endommagée peut provoquer des étincelles et enflammer les vapeurs. Si vous n’êtes pas sûr de la qualité du ventilateur, ne l’utilisez pas ! La deuxième pièce optionnelle est un plateau chauffant. La chaleur saturera mieux l’air à l’intérieur avec des vapeurs d’acétone et accélérera l’ensemble du processus. Si vous n’avez pas envie de construire un plateau chauffant, vous pouvez également placer la boîte sur une surface chaude (pas brûlante !) (un sol chauffé par le soleil, le plateau chauffant d’une imprimante, etc.). Cependant, les passionnés peuvent construire leur propre chauffage intégré. Avant d’essayer d’ajouter un élément chauffant, n’oubliez pas que le chauffage doit être placé à l’extérieur de la boîte ! Ce n’est pas une bonne idée d’insérer un élément chauffant dans le bain d’acétone ! Nous nous répétons, mais cela ne fait pas de mal : soyez prudent avec les dissolvants organiques inflammables utilisés dans le processus de lissage ! Ne laissez pas la boîte sans surveillance lorsque le processus est en cours ! Nous utilisons régulièrement une boîte de lissage avec un ventilateur Noctua et un plateau chauffant de la MK3S depuis de nombreux mois et nous n’avons rencontré aucun problème. Cependant, nous recommandons toujours de faire preuve de prudence de façon appropriée ! Quantité d’acétone, temps et température Il est temps de tester la boîte de lissage ! Cela peut prendre un certain temps avant de trouver l’équilibre parfait entre le temps d’exposition, la température et la quantité d’acétone. Pour notre configuration, la meilleure température du plateau chauffant est d’environ 80°C (plateau chauffant retiré de l’imprimante 3D MK3S fonctionnant à la puissance maximale), avec environ 5 mm d’acétone en bas et 20 minutes d’exposition. Cependant, gardez à l’esprit que vous devez vérifier régulièrement votre impression : si vous l’exposez trop longtemps, elle peut se déformer de manière irréversible.
Exemple d’une boîte de lissage : Une plateforme surélevée (une feuille en acier à effet ressort ancienne et endommagée fonctionne bien) est nécessaire L’électronique est facultative et ne doit être utilisé que par des utilisateurs expérimentés ! Le processus le plus courant et le plus sûr consiste à placer des serviettes ou des morceaux de papier toilette imbibés d’acétone sous et autour du modèle. Cela fonctionne bien pour les petits modèles. Cependant, avec des modèles plus grands, cela devient beaucoup plus difficile, car l’effet de lissage peut ne pas être uniforme sur toute la surface – par exemple, la partie inférieure peut être plus lisse que la partie supérieure. Bien sûr, il existe certaines méthodes qui peuvent faire fonctionner cela même avec des modèles plus grands. Premièrement, la méthode la plus recommandée et la plus sûre est de se procurer une station de lissage professionnelle, tel que le Polymaker Polysher ou la Zortrax apoller. Ces machines fonctionnent à basses températures, dispersent uniformément le dissolvant et créent un joli aspect brillant. L’inconvénient des stations de lissage est leur prix élevé. Il existe une autre méthode de plus (et bon marché) pour rendre tous les modèles lisse de façon uniforme – et c’est mise en température de l’acétone. Mais sachez que cette méthode est dangereuse et nous ne pouvons pas le souligner davantage – si vous décidez de chauffer l’acétone, vous le faites à vos risques et périls. Faites-le le plus loin possible de tout objet inflammable, portez un équipement de protection (écran facial, gants, etc.) et vérifiez toujours la boîte (restez à distance et surveillez-la toujours). Travailler dans un environnement sûr est absolument essentiel – nous ne saurions trop insister sur ce point. En cas de doute, utilisez la méthode à froid ou achetez une station de lissage professionnelle. Mieux vaut prévenir que guérir ! Maintenant, si vous n’êtes pas découragé par nos avertissements de sécurité, voyons la liste du matériel recommandé. Comme nous l’avons dit, nous allons chauffer le bain d’acétone. Ses vapeurs augmenteront de volume et s’il y avait une source d’allumage dans la boîte scellée, cela pourrait provoquer une explosion. Veuillez garder à l’esprit que la boîte ne doit pas être parfaitement scellée pour empêcher l’accumulation de pression à l’intérieur. Nous vous recommandons d’utiliser une plaque en plastique légère sans verrouillage (juste posée sur le dessus de la boîte) et de faire quelques petits trous dans le couvercle pour aider les vapeurs d’acétone à s’échapper. Il ne faut en aucun cas utiliser une boîte avec une isolation en caoutchouc ou tout type de verrouillage ! Placez une plaque métallique à l’intérieur de la boîte et assurez-vous qu’elle est au moins à quelques centimètres (1-2 pouces) au-dessus du fond. Cela servira de plaque de base pour les modèles lissés. La plateforme doit être surélevée pour éviter tout contact direct des modèles avec l’acétone. Nous avons découvert qu’une vieille tôle d’acier d’imprimante était le meilleur support de lissage. Nous pouvons travailler avec elle facilement, sans toucher aux modèles. Une autre chose dont votre boîte pourrait avoir besoin est un ventilateur. C’est une pièce optionnelle, mais elle améliorera vraiment l’efficacité grâce à une meilleure circulation de l’air. Sans ventilateur, vos modèles peuvent devenir trop mous en bas, mais des couches visibles en haut peuvent subsister. Le ventilateur doit être placé sous le couvercle afin que le flux d’air soit dirigé directement sur les modèles. Encore une fois, la sécurité d’abord : le ventilateur devrait fonctionner parfaitement si vous décidez de le mettre à l’intérieur de la boîte. Une électronique endommagée peut provoquer des étincelles et enflammer les vapeurs. Si vous n’êtes pas sûr de la qualité du ventilateur, ne l’utilisez pas ! La deuxième pièce optionnelle est un plateau chauffant. La chaleur saturera mieux l’air à l’intérieur avec des vapeurs d’acétone et accélérera l’ensemble du processus. Si vous n’avez pas envie de construire un plateau chauffant, vous pouvez également placer la boîte sur une surface chaude (pas brûlante !) (un sol chauffé par le soleil, le plateau chauffant d’une imprimante, etc.). Cependant, les passionnés peuvent construire leur propre chauffage intégré. Avant d’essayer d’ajouter un élément chauffant, n’oubliez pas que le chauffage doit être placé à l’extérieur de la boîte ! Ce n’est pas une bonne idée d’insérer un élément chauffant dans le bain d’acétone ! Nous nous répétons, mais cela ne fait pas de mal : soyez prudent avec les dissolvants organiques inflammables utilisés dans le processus de lissage ! Ne laissez pas la boîte sans surveillance lorsque le processus est en cours ! Nous utilisons régulièrement une boîte de lissage avec un ventilateur Noctua et un plateau chauffant de la MK3S depuis de nombreux mois et nous n’avons rencontré aucun problème. Cependant, nous recommandons toujours de faire preuve de prudence de façon appropriée ! Quantité d’acétone, temps et température Il est temps de tester la boîte de lissage ! Cela peut prendre un certain temps avant de trouver l’équilibre parfait entre le temps d’exposition, la température et la quantité d’acétone. Pour notre configuration, la meilleure température du plateau chauffant est d’environ 80°C (plateau chauffant retiré de l’imprimante 3D MK3S fonctionnant à la puissance maximale), avec environ 5 mm d’acétone en bas et 20 minutes d’exposition. Cependant, gardez à l’esprit que vous devez vérifier régulièrement votre impression : si vous l’exposez trop longtemps, elle peut se déformer de manière irréversible.  Le modèle peut rester assez mou pendant plusieurs heures après le lissage. Pensez à cela avant de le retirer de la boîte. Vous pouvez facilement endommager la surface ramollie simplement en la touchant. Elle peut sembler solide si vous la touchez doucement, mais ne vous y trompez pas. Il vaut mieux laisser le modèle sur le plateau et le retirer de la boîte avec. Prenez le plateau avec vos modèles et placez-le dans une boîte propre et sèche et laissez les modèles récupérer pendant au moins plusieurs heures (voire une journée entière). De cette façon, vous vous assurerez qu’aucune empreinte digitale n’est visible sur la surface et qu’aucune particule de poussière ne s’y accroche. Ne soyez pas surpris si vous découvrez que le modèle sent comme l’acétone quelques jours après. Il faut un certain temps pour que le produit chimique s’évapore complètement.
Le modèle peut rester assez mou pendant plusieurs heures après le lissage. Pensez à cela avant de le retirer de la boîte. Vous pouvez facilement endommager la surface ramollie simplement en la touchant. Elle peut sembler solide si vous la touchez doucement, mais ne vous y trompez pas. Il vaut mieux laisser le modèle sur le plateau et le retirer de la boîte avec. Prenez le plateau avec vos modèles et placez-le dans une boîte propre et sèche et laissez les modèles récupérer pendant au moins plusieurs heures (voire une journée entière). De cette façon, vous vous assurerez qu’aucune empreinte digitale n’est visible sur la surface et qu’aucune particule de poussière ne s’y accroche. Ne soyez pas surpris si vous découvrez que le modèle sent comme l’acétone quelques jours après. Il faut un certain temps pour que le produit chimique s’évapore complètement.
Choisir les modèles appropriés
Tous les modèles ne conviennent pas au lissage à l’acétone. Les structures minuscules et complexes ne sont généralement pas adaptées car elles perdent généralement leurs détails et/ou commencent à se déformer. Cela s’applique également aux modèles grands et plats : par exemple, ce kit de secours se déformera tôt ou tard après avoir été lissé dans les vapeurs d’acétone. De plus, l’ASA et l’ABS ont tendance à se déformer pendant le processus d’impression si vous ne mettez pas votre imprimante dans un caisson. Astuce : Si vous n’avez pas de caisson, réglez la jupe dans PrusaSlicer (Réglages d’impression/Jupe et bordure) au plus grand nombre de couches possible (9999). Cela aidera à créer un microclimat et à réduire considérablement la déformation. La hauteur de couche est également un facteur très important. Plus la hauteur de votre couche est basse, meilleur est le processus de lissage. Essayez d’expérimenter avec une hauteur de couche variable pour obtenir les meilleurs résultats. 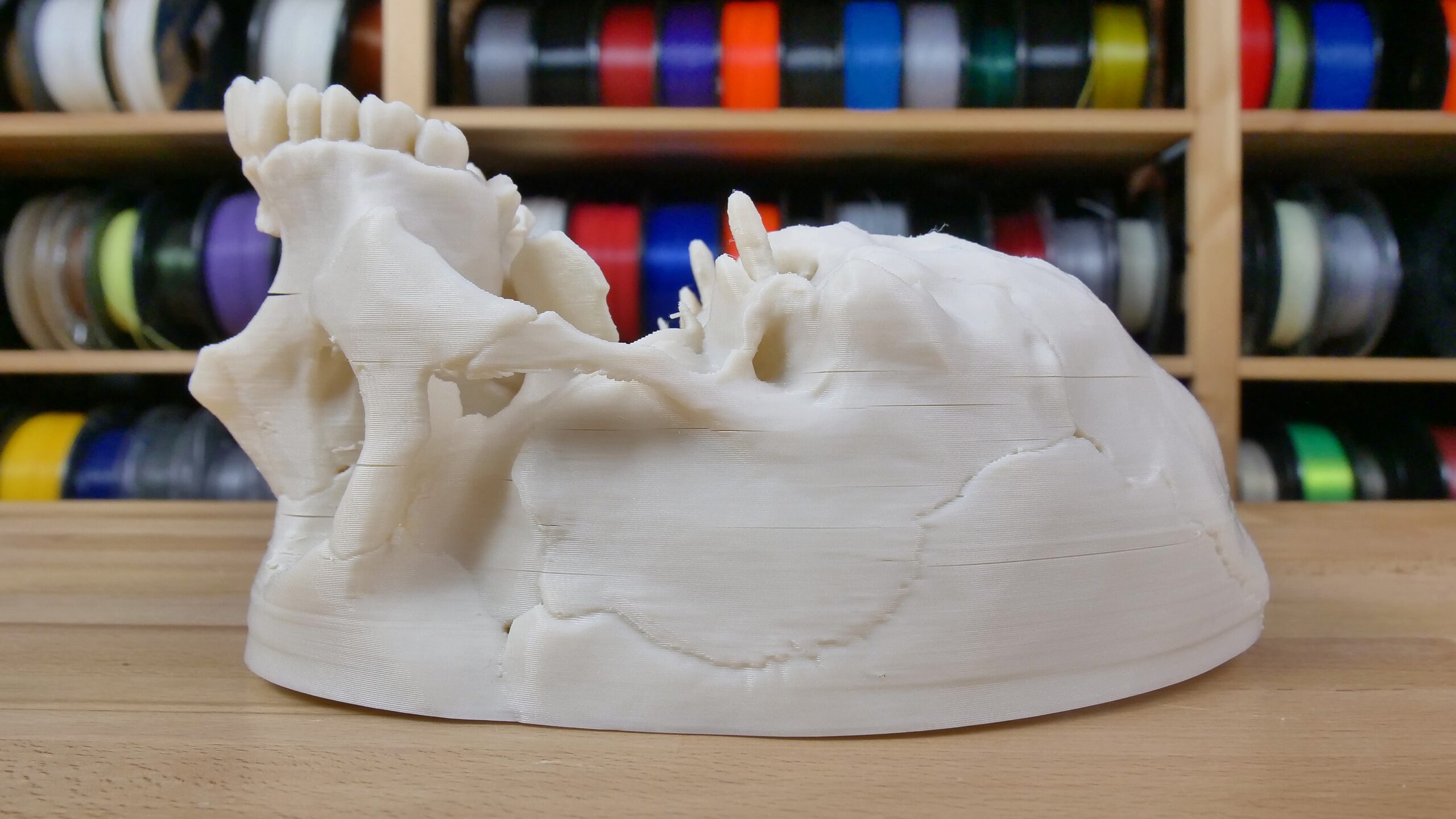 Il est bon d’utiliser un caisson pour les impressions ASA afin de réduire les déformations.
Il est bon d’utiliser un caisson pour les impressions ASA afin de réduire les déformations.  Les pièces fines ont tendance à se tordre après le lissage et peuvent devenir inutilisables. Les pièces fonctionnelles (mécaniques) ne conviennent pas au lissage à l’acétone. Le processus peut changer leurs dimensions et leurs formes (en particulier les arêtes vives) et il n’améliorera pas leurs propriétés mécaniques – c’est seulement esthétique. Un peu de tests Nous avons pensé que vous pourriez être intéressé par la comparaison de divers filaments ABS et ASA. Nous avons imprimé deux objets d’exemple (3Dbenchy et un mouton) avec 10 filaments différents et lissés avec des vapeurs d’acétone. Et les résultats diffèrent – beaucoup. Voici notre liste des marques et matériaux testés : Fibreology ABS, Filament PM ASA, ABS, ABS-T, Gembird ABS, Hatchbox ABS, Nebula ABS 702, ASA Prusament, Spectrum ASA 275
Les pièces fines ont tendance à se tordre après le lissage et peuvent devenir inutilisables. Les pièces fonctionnelles (mécaniques) ne conviennent pas au lissage à l’acétone. Le processus peut changer leurs dimensions et leurs formes (en particulier les arêtes vives) et il n’améliorera pas leurs propriétés mécaniques – c’est seulement esthétique. Un peu de tests Nous avons pensé que vous pourriez être intéressé par la comparaison de divers filaments ABS et ASA. Nous avons imprimé deux objets d’exemple (3Dbenchy et un mouton) avec 10 filaments différents et lissés avec des vapeurs d’acétone. Et les résultats diffèrent – beaucoup. Voici notre liste des marques et matériaux testés : Fibreology ABS, Filament PM ASA, ABS, ABS-T, Gembird ABS, Hatchbox ABS, Nebula ABS 702, ASA Prusament, Spectrum ASA 275  Le plus facile (le plus rapide) à lisser était notre ASA Prusament Prusa Orange. Pour ce filament, 15-20 minutes d’exposition ont été plus que suffisantes et le résultat a été une belle surface brillante. La plupart des autres filaments pouvaient être lissés après un peu plus de temps (20 à 40 minutes) à quelques exceptions près : l’ABS-T par Filament PM (vert) et le Spectrum ABS 275 (bleu) avaient des couches clairement visibles même après une heure d’exposition . Avec un temps plus long, ces modèles ont commencé à se déformer, mais les couches sont restées visibles. De même, les couches étaient visibles sur l’ASA gris par Filament PM (quatrième à partir de la droite). Cependant, ce qui était intéressant, c’était le fait que la visibilité des couches perçue n’était causée que par le pigment – la surface était en fait aussi claire qu’un miroir. Enfin, nous avons testé quelques propriétés physiques de notre ASA Prusament Orange. Nous nous sommes intéressés à la différence entre les objets non traités et les objets lissés. Nous avons imprimé 60 objets de test pour le test du pendule de Charpy, 30 objets d’exemple pour des tests de traction, et 15 objets pour des tests d’adhérence de couche. Les deux tiers de tous les modèles ont été traités à l’acétone pendant 30 minutes. Les modèles lissés ont été divisés en deux lots, l’un a été séché pendant un jour et le second pendant cinq jours. Ensuite, nous les avons testé de la même manière que nous l’avons fait dans notre article sur la recuisson.
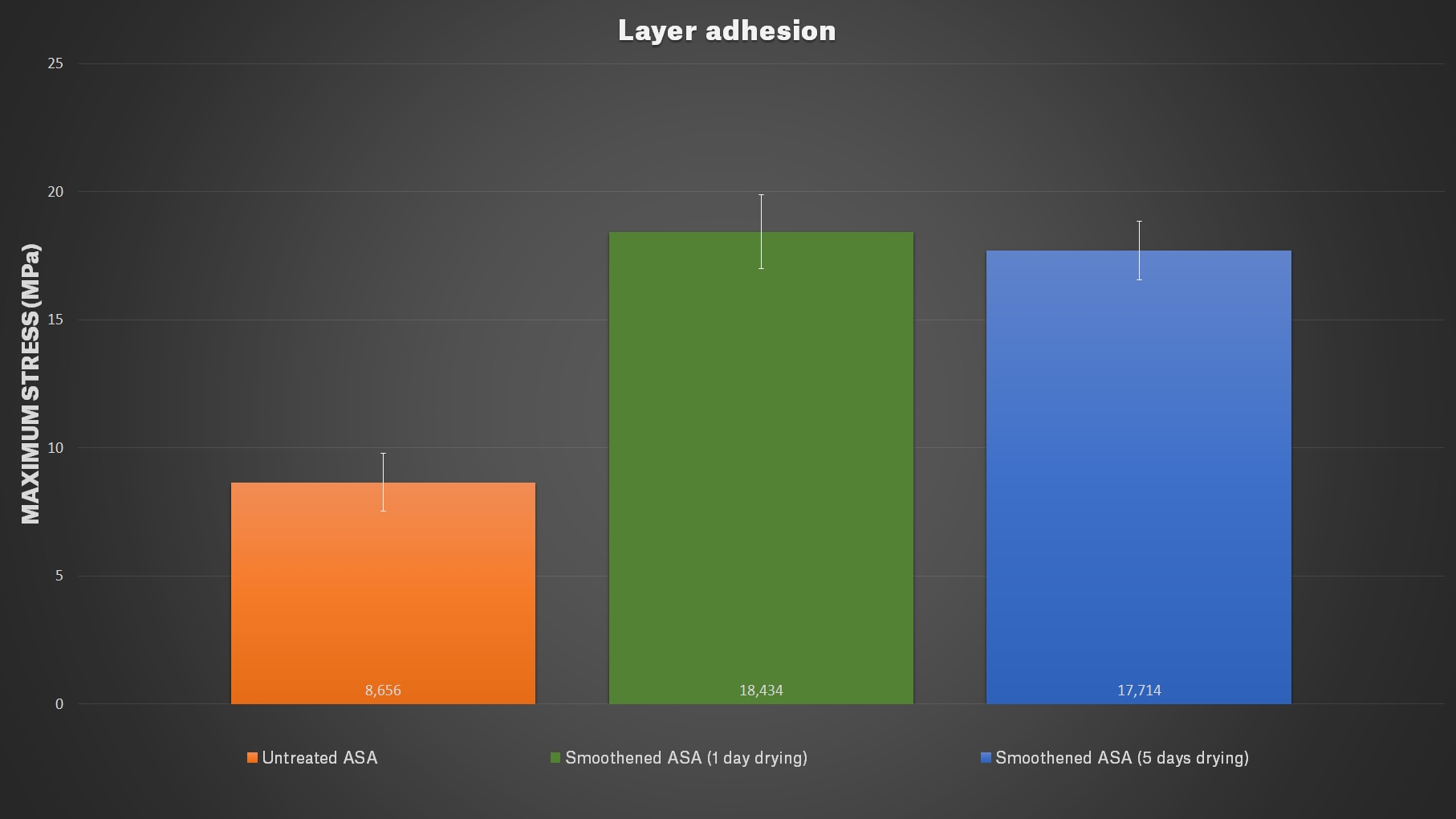
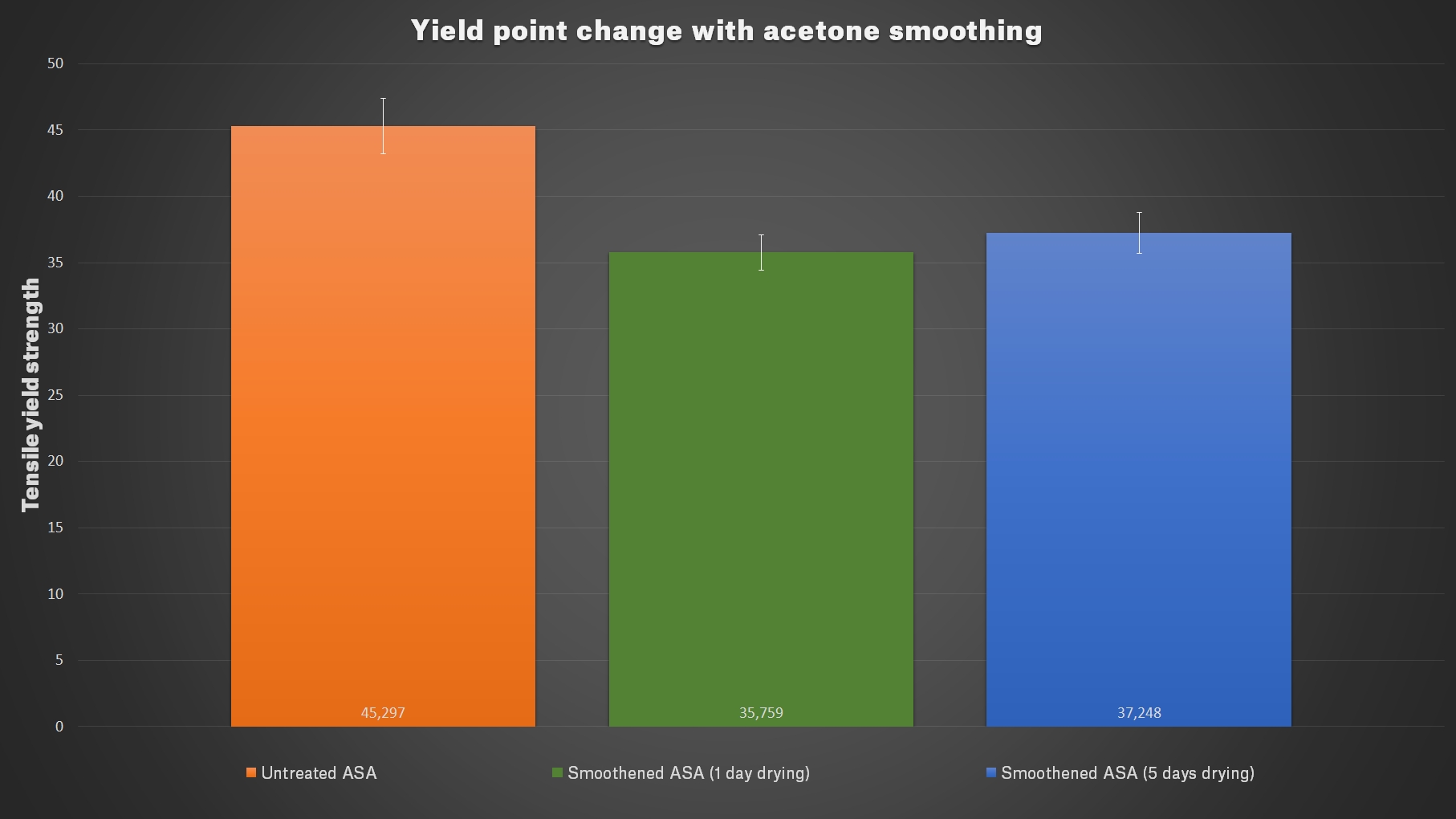
Le plus facile (le plus rapide) à lisser était notre ASA Prusament Prusa Orange. Pour ce filament, 15-20 minutes d’exposition ont été plus que suffisantes et le résultat a été une belle surface brillante. La plupart des autres filaments pouvaient être lissés après un peu plus de temps (20 à 40 minutes) à quelques exceptions près : l’ABS-T par Filament PM (vert) et le Spectrum ABS 275 (bleu) avaient des couches clairement visibles même après une heure d’exposition . Avec un temps plus long, ces modèles ont commencé à se déformer, mais les couches sont restées visibles. De même, les couches étaient visibles sur l’ASA gris par Filament PM (quatrième à partir de la droite). Cependant, ce qui était intéressant, c’était le fait que la visibilité des couches perçue n’était causée que par le pigment – la surface était en fait aussi claire qu’un miroir. Enfin, nous avons testé quelques propriétés physiques de notre ASA Prusament Orange. Nous nous sommes intéressés à la différence entre les objets non traités et les objets lissés. Nous avons imprimé 60 objets de test pour le test du pendule de Charpy, 30 objets d’exemple pour des tests de traction, et 15 objets pour des tests d’adhérence de couche. Les deux tiers de tous les modèles ont été traités à l’acétone pendant 30 minutes. Les modèles lissés ont été divisés en deux lots, l’un a été séché pendant un jour et le second pendant cinq jours. Ensuite, nous les avons testé de la même manière que nous l’avons fait dans notre article sur la recuisson. 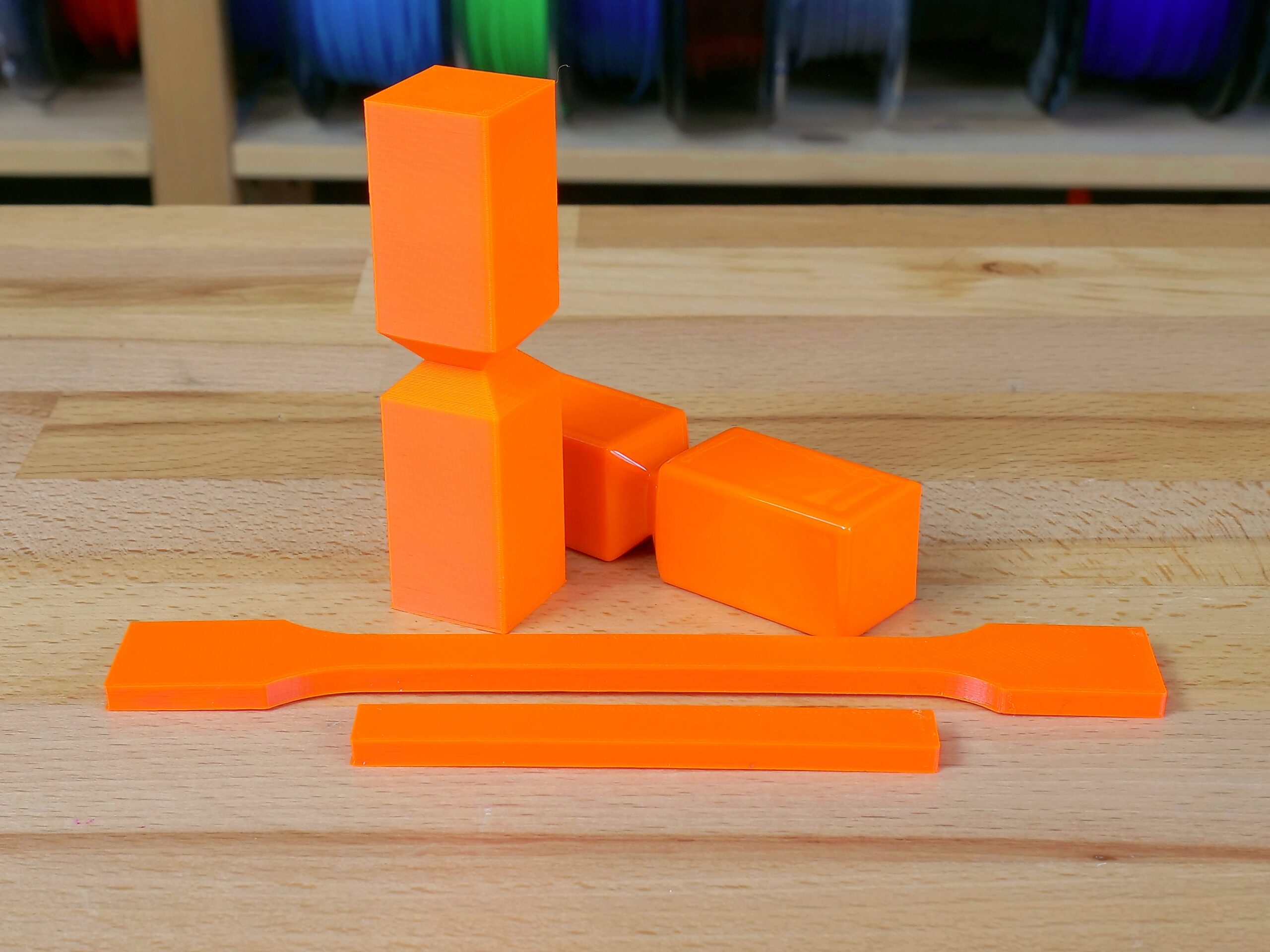 Les résultats nous ont montré que les modèles lissés ont une ténacité légèrement meilleure que ceux non traités, et qu’ils ont une adhérence de couche deux fois meilleure. D’un autre côté, lors des tests de résistance à la traction, la force à laquelle les déchirures du matériau étaient un peu plus faibles pour les pièces lissées.
Les résultats nous ont montré que les modèles lissés ont une ténacité légèrement meilleure que ceux non traités, et qu’ils ont une adhérence de couche deux fois meilleure. D’un autre côté, lors des tests de résistance à la traction, la force à laquelle les déchirures du matériau étaient un peu plus faibles pour les pièces lissées. 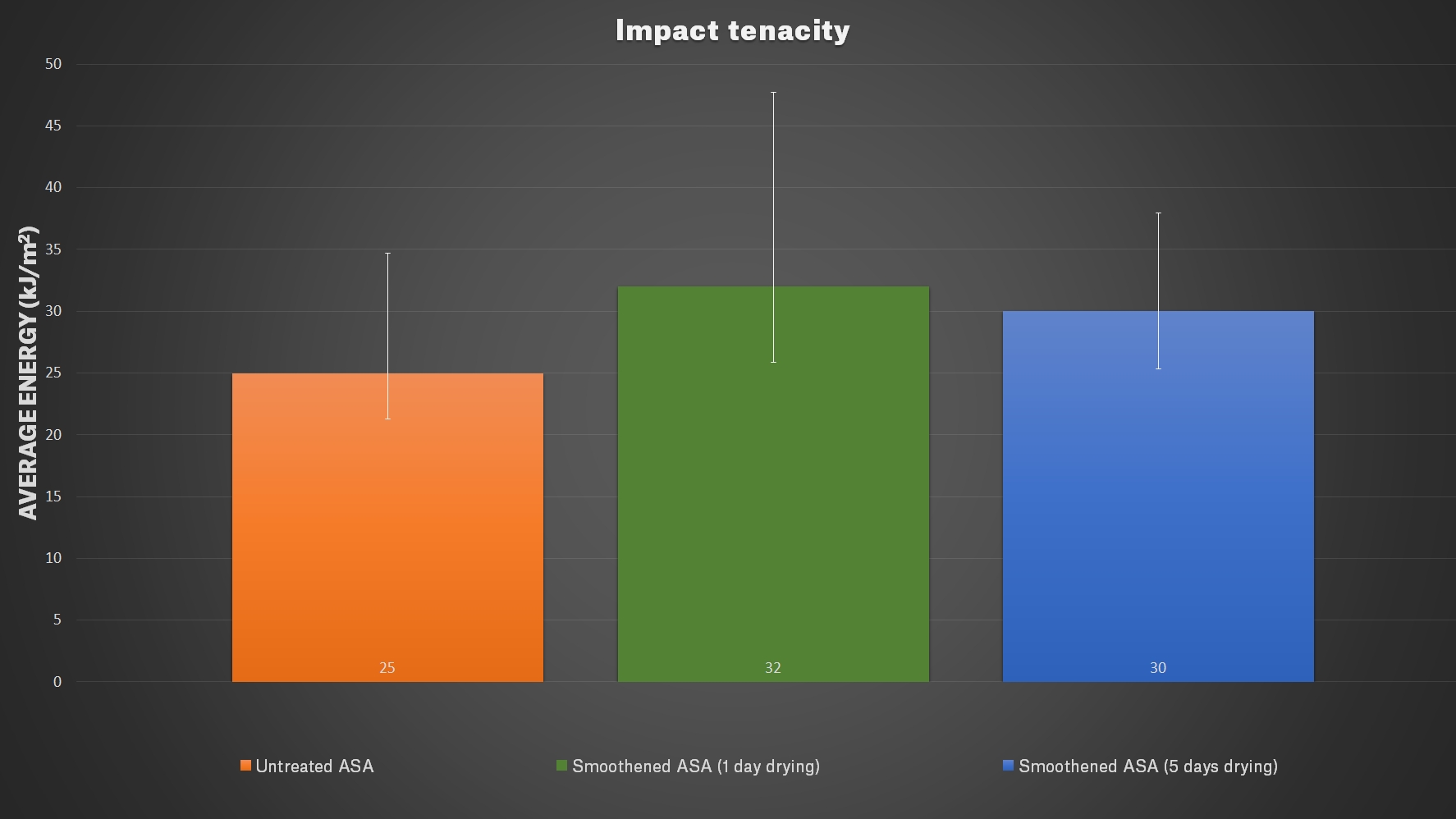
 Comme vous pouvez le voir, le lissage de l’acétone n’est pas sorcier. Avec plusieurs gadgets simples, vous pouvez le faire fonctionner même dans votre garage ou atelier sans aucune difficulté. Alors allez-y et donnez à vos modèles le look professionnel qu’ils méritent 🙂 N’oubliez par contre pas la sécurité ! Utilisez toujours un équipement de protection, travaillez dans des espaces bien ventilés et ne laissez pas la boîte de lissage sans surveillance. Nous sommes vraiment curieux de voir vos créations, alors n’oubliez pas de partager les photos et vos propres trucs et astuces sur le lissage. Et comme toujours – Bonne impression !
Comme vous pouvez le voir, le lissage de l’acétone n’est pas sorcier. Avec plusieurs gadgets simples, vous pouvez le faire fonctionner même dans votre garage ou atelier sans aucune difficulté. Alors allez-y et donnez à vos modèles le look professionnel qu’ils méritent 🙂 N’oubliez par contre pas la sécurité ! Utilisez toujours un équipement de protection, travaillez dans des espaces bien ventilés et ne laissez pas la boîte de lissage sans surveillance. Nous sommes vraiment curieux de voir vos créations, alors n’oubliez pas de partager les photos et vos propres trucs et astuces sur le lissage. Et comme toujours – Bonne impression !
Super intéressant et très bien expliqué pour un débutant comme moi. J'ai commandé tout le matériel pour suivre vos recommandations à la lettre.
Félicitations et merci beaucoup