






Des roues d’avion radiocommandé, des étuis flexibles pour téléphone ou des coques résistantes pour GoPro – il y a des choses qu’on ne peut pas (ou qu’on ne devrait pas) imprimer avec les filaments habituels tels que le PLA ou le PET-G.. Néanmoins, il y a une catégorie de filaments spéciaux qui sont parfaits pour ce genre de choses – les filaments flexibles ! Ils peuvent être un peu compliqués à utiliser, donc nous avons souhaité vous écrire un article pour vous encourager à essayer ces formidables matériaux !

L’impression avec des filaments flexibles est encore une autre manière de développer les capacités de votre imprimante 3D. Contrairement aux matériaux les plus répandus (comme le PLA ou le PET-G), ces filaments sont flexibles, présentent une super adhérence entre les couches et sont souvent élastiques. Les objets imprimés peuvent non seulement être flexibles mais également très résistants à l’usure mécanique et aux dommages en général. Néanmoins, il y a quelques désavantages. L’impression de ces filaments demande une préparation d’impression plus fastidieuse, avec plus de réglages et d’ajustements – en d’autres termes : il est préférable d’avoir une certaine expérience de l’impression 3D.

Notre imprimante Original Prusa i3 MK3 est conçue pour imprimer divers matériaux, y compris les filaments flexibles. Néanmoins, pour que vous puissiez imprimer ces matériaux, nous devons réassembler l’extrudeur dans sa version MK3S pour qu’il convienne encore mieux au flex. Nous conseillons également de télécharger la dernière version de PrusaSlicer qui mettra à jour chaque changement de profil au fur et à mesure de leur sortie (vous pouvez avoir davantage d’informations ici). Mais voyons quelles sont les qualités des filaments flexibles et les meilleurs réglages pour eux.
Il y a deux types de matériaux utilisé pour l’impression 3D : le TPE (élastomère thermoplastique) et le TPU (polyuréthanne thermoplastique). Bien qu’ils portent deux noms différents, le TPU est en fait un matériau de type TPE; c’est essentiellement leur dureté Shore qui les différencie. Les plastiques appelés TPU sont généralement plus robustes, leur rigidité se situe entre 60A et 90A sur l’échelle de dureté Shore (voir ci-dessous).
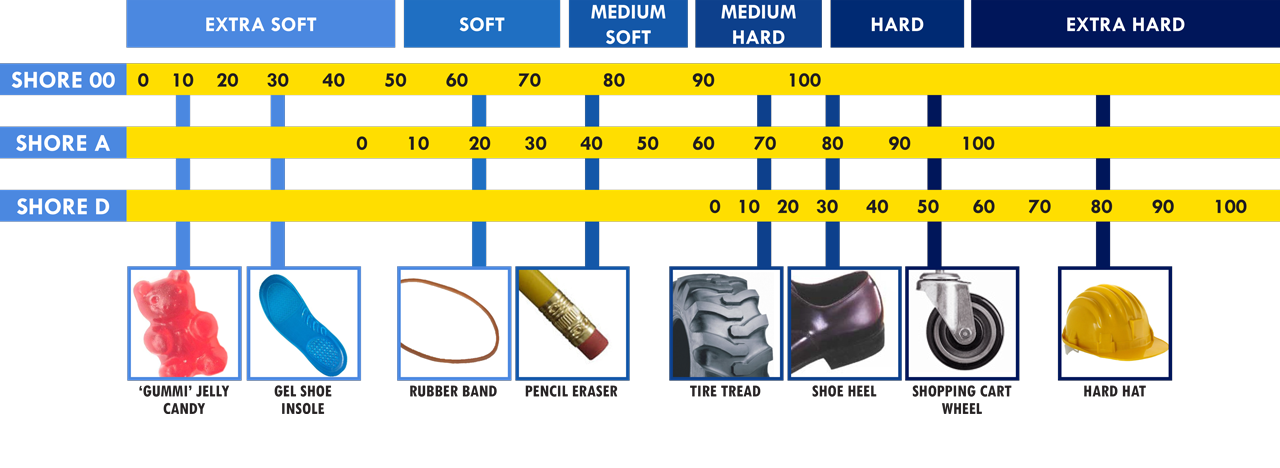
échelle de dureté Shore, source: smooth-on.com
Comme nous l’avons déjà vu, les principaux avantages de ces matériaux sont la flexibilité, la solidité, et l’élasticité.. Leur grande solidité provient de leur excellente adhérence entre les couches. Les produits imprimés peuvent supporter un effort mécanique important sans se briser, ce qui veut dire que les filaments flex peuvent être utilisés pour imprimer par exemple des entretoises ou d’autres pièces subissant des contraintes importantes.
Au niveau des désavantages nous pouvons évoquer la lenteur d’impression, une impression de ponts limitée et l’apparition de fils.. Par ailleurs, vous devez garder à l’esprit que tous les modèles ne peuvent pas être imprimés avec du flex et qu’il est nécessaire de choisir soigneusement ce que vous voulez imprimer. D’une façon générale, l’impression avec des filaments souples est plus difficile. Par exemple, les filaments TPE souples ont tendance à se décoller du plateau sur les côtés. Nous avons eu les meilleurs résultats avec les filaments TPU dont la dureté Shore se trouve entre 92A et 98A (disponible sur notre boutique en ligne).
Astuces pour impressions flexibles
Alors, que peut-on faire exactement avec du filament flexible ? Nous avons essayé d’imprimer plusieurs modèles simples qui peuvent être utiles dans la vie de tous les jours ou pour s’amuser. Nous avons également sollicité nos fans sur Twitter pour avoir un peu d’inspiration et nous avons reçu des douzaines de photos géniales – suivez ce lien pour voir tout cela !
Au début, nous pensions que ce serait une super idée d’imprimer des pneus pour modèles radiocommandés. On avait un très bon rendu en imprimant avec du flexfill 92A, néanmoins, ils n’ont pas une si bonne adhérence du fait de la dureté du filament. Par conséquent ils conviennent davantage aux avions radiocommandés qu’aux voitures. Vous pouvez modifier la souplesse des pneus en changeant les paramètres de remplissage et le nombre de périmètres. Si vous entrez des valeurs trop élevées, les pneus seront trop durs et vous perdrez l’avantage principal des filaments flexibles.

Gauche : Flexfill 98A avec deux périmètres et remplissage à 8%. Droite : Flexfill 92A avec 1 périmètre et remplissage à 8%.
Ensuite, nous avons essayé d’mprimer notre propre tampon. Le résultat peut être assez satisfaisant si vous utilisez un filament souple. Le tampon doit avoir une surface très lisse pour fonctionner correctement. Par conséquent il est important de le poncer après l’impression, ou d’imprimer avec une surface contact appliquée contre contre une feuille lisse.

Beaucoup de gens apprécient également la possibilité d’imprimer un étui de protection pour leur téléphone ou leur caméra GoPro. Nous avons essayé d’utiliser des filaments durs et souples et nous trouvons que les deux fonctionnent plutôt bien. Certains étuis de protection ne peuvent pas être imprimés sans supports. Vous devrez ajuster les les paramètres d’impression ou accepter le fait que les ponts ne seront pas aussi bien réussis qu’avec du PLA ou autres matériaux standard.

Préparation de l’impression et réglages
1) Desserrez l’idler autant que possible avant de commencer à charger le filament et imprimer. Il existe un risque pour que le filament s’enroule autour de l’entrainement Bondtech si le filament subit une trop grande pression.
2) Appliquez une fine couche de colle sur votre surface d’impression (de la colle en bâton fera l’affaire). Cette étape est nécessaire si vous utilisez une plaque PEI lisse ou satinée . Vous n’avez pas besoin d’utiliser de colle sur les plaques texturées. Sans colle, l’objet imprimé sera difficile à retirer de la surface du fait de l’adhérence du TPU et vous pourriez même abimer votre surface d’impression. Vous pouvez également (pour le filament TPE) imprimer sur du ruban adhésif comme dans cette vidéo. Dans PrusaSlicer, nous avons une température de plateau réglée sur 50°C. Il s’agit de la température optimale pour le Flexfill 92A et 98A, néanmoins, elle peut différer pour d’autres types de filaments, par exemple, le TPE n’adhère pas au plateau à cette température. 3) Il faut imprimer très lentement, la vitesse sécurisée habituelle est de 20mm/s. D’une façon générale, la vitesse maximum recommandée est de 30-40mm/s, car vous risquez de boucher votre buse si la vitesse est trop élevée. Dans PrusaSlicer nous recommandons d’utiliser le profil « Semiflex ou flexfill 98A ». La vitesse est paramétrée de façon optimale à travers la vitesse volumétrique maximum (réglée sur 1,5mm
3/s, ce qui représente environ 17mm/s en imprimant des couches de 0,2mm).
4) Conservez vos filaments au sec. Les filaments flexibles absorbent beaucoup l’humidité et sont difficiles à imprimer lorsqu’ils sont mal stockés.
Comment avoir de plus belles impressions
1) Nous conseillons de paramétrer un remplissage moins dense si vous voulez que votre objet soit plus flexible. Néanmoins, vous devrez ajouter plus de couches solides supérieures (Réglages d’impression – Couches et périmètres – Parois horizontales). Comme évoqué plus haut, l’impression de ponts est compliquée et votre modèle peut se retrouver avec des trous.
2) Réglez la rétractation aussi bas que possible. Si vous avez du mal à trouver la valeur optimale, désactivez complètement, puis augmentez petit à petit. Si vous paramétrez une valeur de rétractation trop élevée, vous risquez de boucher votre buse ou d’emmêler le filament dans l’extrudeur. Nos profils de PrusaSlicer incluent des valeurs testées et optimisées, donc dans la plupart des cas, vous devriez les conserver telles quelles. Il est également important de noter que le fait d’utiliser un filament flexible combiné à de courtes rétractations génère des petits fils de façon inévitable. Si l’objet imprimé est « poilu » ou s’il reste quelques fils, vous pouvez les éliminer en chauffant prudemment ces endroits à l’aide d’une flamme ou d’un pistolet thermique!
3) Augmentez la température de hotend recommandée de 5°C. La buse peut opposer une trop grande résistance et l’objet imprimé pourrait être sous-extrudé ou complètement raté. Gardez le ventilateur d’impression éteint.
4) Si vous devez imprimer des supports, réglez l’espace entre les couches sur l’axe Z sur au moins 0,3mm (dans PrusaSlicer allez dans Réglages d’impression – Supports – Distance de contact Z). Autrement, il sera très difficile de retirer tout le matériau de support en raison de la trop grande adhérence entre les couches.
Pour résumer les possibilités offertes par le filament flexible : l’impression avec du flex convient davantage à des objets à usage pratique qu’à des objets esthétiques. Néanmoins, les matériaux flexibles ouvrent des possibilités complètement nouvelles à votre imprimante 3D. Nous espérons que nos trucs et astuces vous aideront à résoudre d’éventuels problèmes et que vous pourrez faire de super impressions. Si c’est le cas, n’oubliez pas de partager vos impressions avec nous – soit dans la section commentaires, soit sur les réseaux sociaux. Vous pourrez également trouver des sources d’inspiration sur Twitter grâce au travail de nos followers.
I have tried all the tips of this document but I cannot print with NinjaFlex. It runs for about 5 minutes and then it jams.I’m wondering if it’s something I did wrong while assembling the printer. 🙁
Merci beaucoup pour cette article et vos conseils🙏
Après le deuxième essai d’une coque pour téléphone en PTU 98A, l’impression a réussi 😅. Durée 4h39mn.
Droit derrière j’ai imprimé le même modèle cette fois ci en PP. Durée 2h05mn.
Aujourd’hui cela fait exactement un mois que j’ai acquis votre magnifique imprimante. Je suis déjà complètement satisfait. Excellent 🤩
Bonjour,
par rapport à votre consigne :
1) Desserrez l’idler autant que possible …
Pourriez vous mettre une photo de l’idler ?
De combien de tour faut il le desserrer ?