






Dopo diverse versioni alfa, versioni beta e release candidate, è uscita la versione finale del nostro ultimo PrusaSlicer 2.2.0 con svuotamento SLA e supporto per stampanti di terze parti! Grazie a tutti coloro che hanno condiviso il loro feedback con noi! I rilasci di PrusaSlicer sono solitamente accompagnati da importanti cambiamenti e la versione 2.2.0 più recente non fa eccezione. Diamo un’occhiata!
Cosa c’è di nuovo in PrusaSlicer 2.2.0
Prima di passare all’analisi dettagliata delle nuove funzioni, ecco una rapida panoramica:
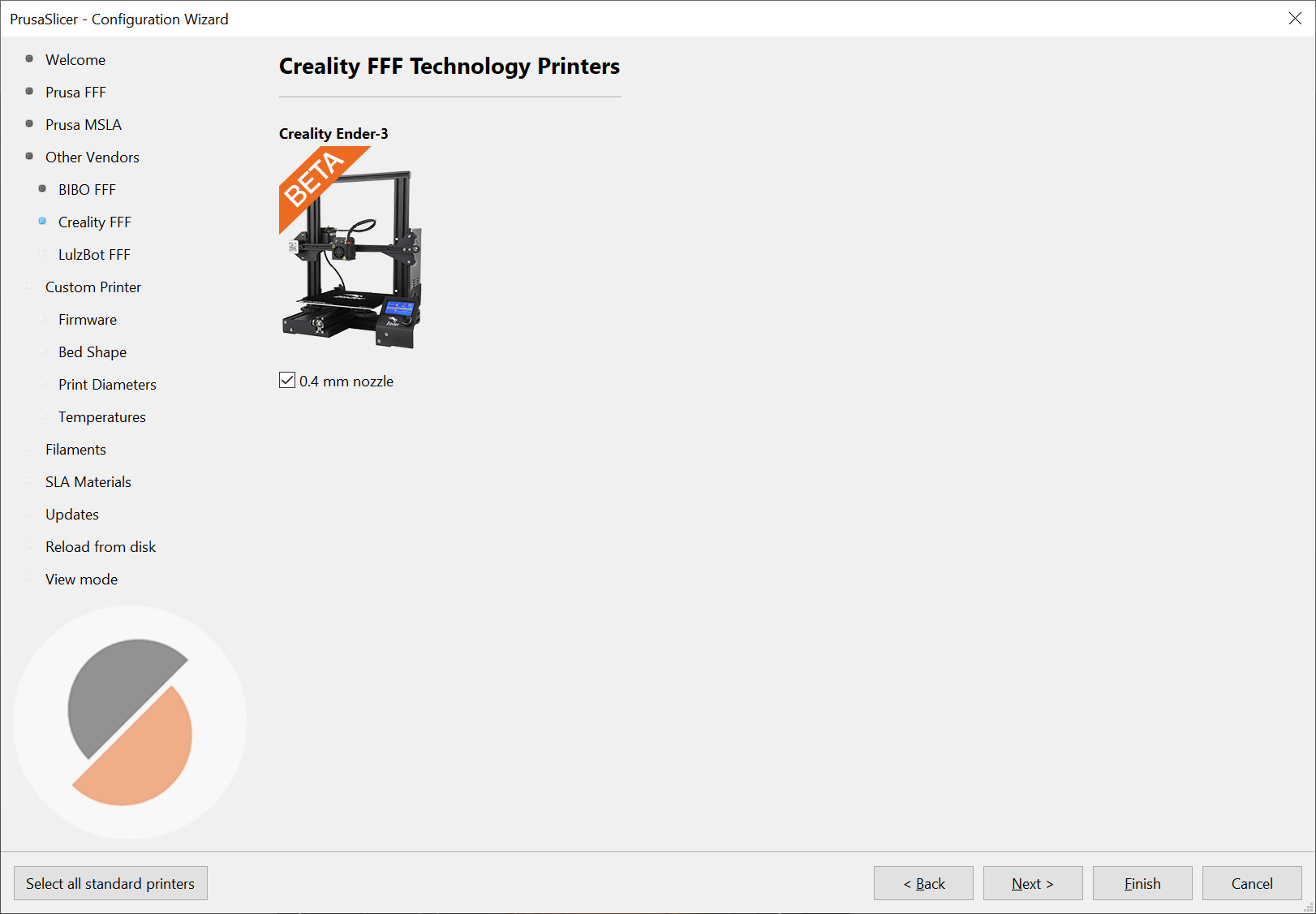
- Integrazione profili per stampanti di terze parti (sono inclusi i profili beta per Creality Ender 3, BIBO2 Touch, Lulzbot Mini Aero, and Taz6 Aero)
- Svuotamento per i modelli SLA
- Altezza variabile dei layer automatica
- Compensazione zampa d’elefante adattiva
- Espulsione sicura di schede SD / memorie USB
- Inserimento pausa / G-code personalizzato ad altezza specifica
- Ricarica da disco con file 3MF
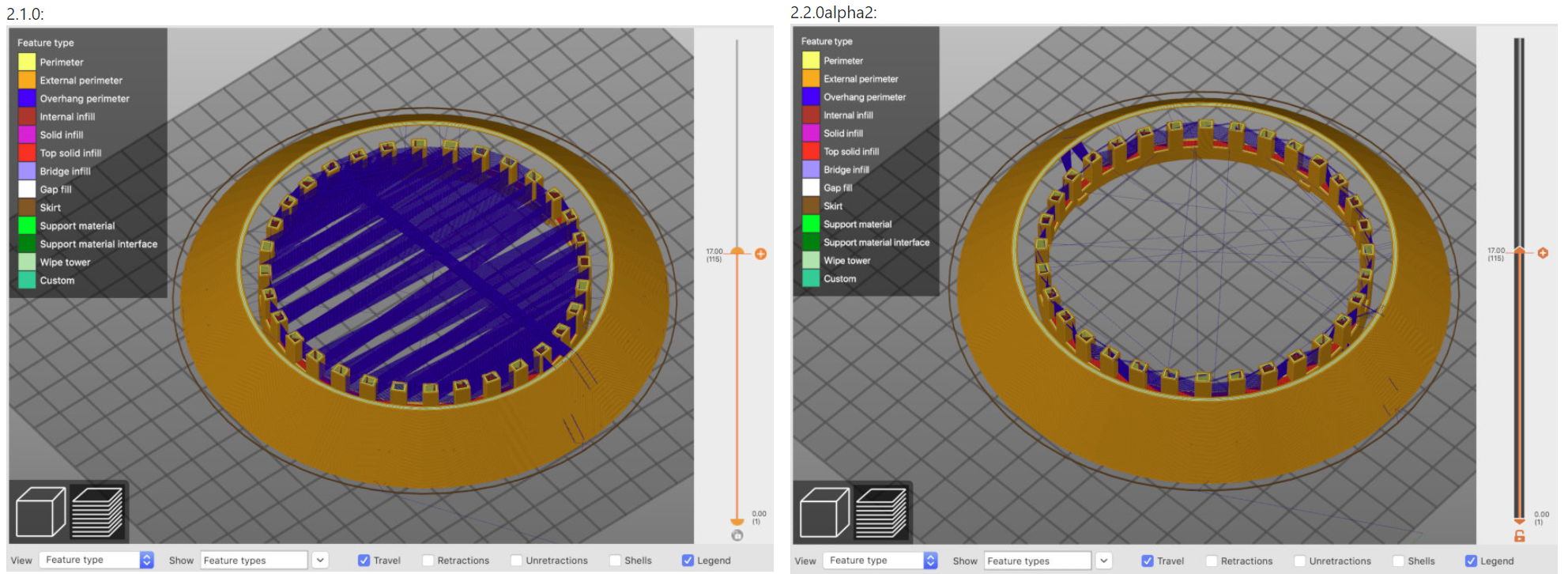
- Torre di spurgo più piccola senza layer sparsi
- Stampa sequenziale
- Supporto per 3Dconnexion SpaceMouse
- Supporto per OS X Dark Mode
- Miglioramento della pianificazione dei percorsi, miniature in file 3MF, miglioramento di ColorPrint…
- …e altro!
Scarica l’installer Drivers & Apps (con PrusaSlicer 2.2.0, driver e oggetti di prova)
Tutti gli aspetti principali sono perfettamente riassunti in questo video:
E poiché il numero di funzioni e strumenti di PrusaSlicer continua a crescere costantemente, continuiamo anche a espandere la documentazione di PrusaSlicer.
Profili in dotazione
Il nostro obiettivo è quello di trasformare il nostro PrusaSlicer in un software di slicing veramente universale per tutti i tipi di stampanti di terze parti. Praticamente tutto è già in funzione, quindi stiamo lavorando con la comunità per implementare profili per le più popolari marche di stampanti 3D di terze parti. Ciò significa aggiungere profili non solo per le macchine ma anche per materiali specifici (le impostazioni dei filamenti possono variare a seconda del modello di stampante – ad esempio, le diverse temperature degli estrusori). Pubblicheremo un articolo a parte su come contribuire, ma se volete iniziare a lavorare sui profili subito, controllate la pagina wiki di PrusaSlicer.
Questo significa anche che abbiamo dovuto cambiare la logica del funzionamento dei profili dei materiali. PrusaSlicer memorizza i profili di Stampa, Stampante, Stampante SLA e Materiali SLA in liste separate – i nomi dei profili devono essere unici all’interno dei rispettivi gruppi. Ad esempio, il profilo Prusament PLA funziona con il profilo della stampante 3D MK3S, ma non con il profilo MK3S MMU2S, perché i parametri di ramming sono diversi. Per semplificare le cose, PrusaSlicer mostra nella lista dei materiali solo il più breve “nome logico”, ovvero “l’alias”, mentre il nome completo del profilo viene mostrato nella rispettiva pagina dei parametri. Andate su GitHub per saperne di più su come funziona questo sistema.
Svuotamento SLA
Questa è un’aggiunta molto importante e ci è voluto un po’ di tempo per realizzarla perché volevamo farla bene. Come probabilmente saprete, le stampe SLA sono completamente solide, non c’è uno schema di riempimento. Se da un lato questo rende gli oggetti abbastanza resistenti e pesanti, dall’altro significa anche un maggiore consumo di resina. E poiché le resine di solito sono piuttosto care, i costi per la stampa di un oggetto solido possono risultare piuttosto elevati, soprattutto quando si stampano modelli di grandi dimensioni. Svuotando un oggetto, è possibile ridurre i costi di stampa in modo drastico. E ci sono più vantaggi – modelli più leggeri richiedono meno pilastri di supporto, pur mantenendo una buona distribuzione del peso. E una minore superficie di ogni strato diminuisce la forza necessaria per staccare la stampa dal display. Fino ad ora, si raccomandava di utilizzare Meshmixer per rendere gli oggetti vuoti. Tuttavia, a partire da PrusaSlicer 2.2.0, tutto è sotto lo stesso tetto.
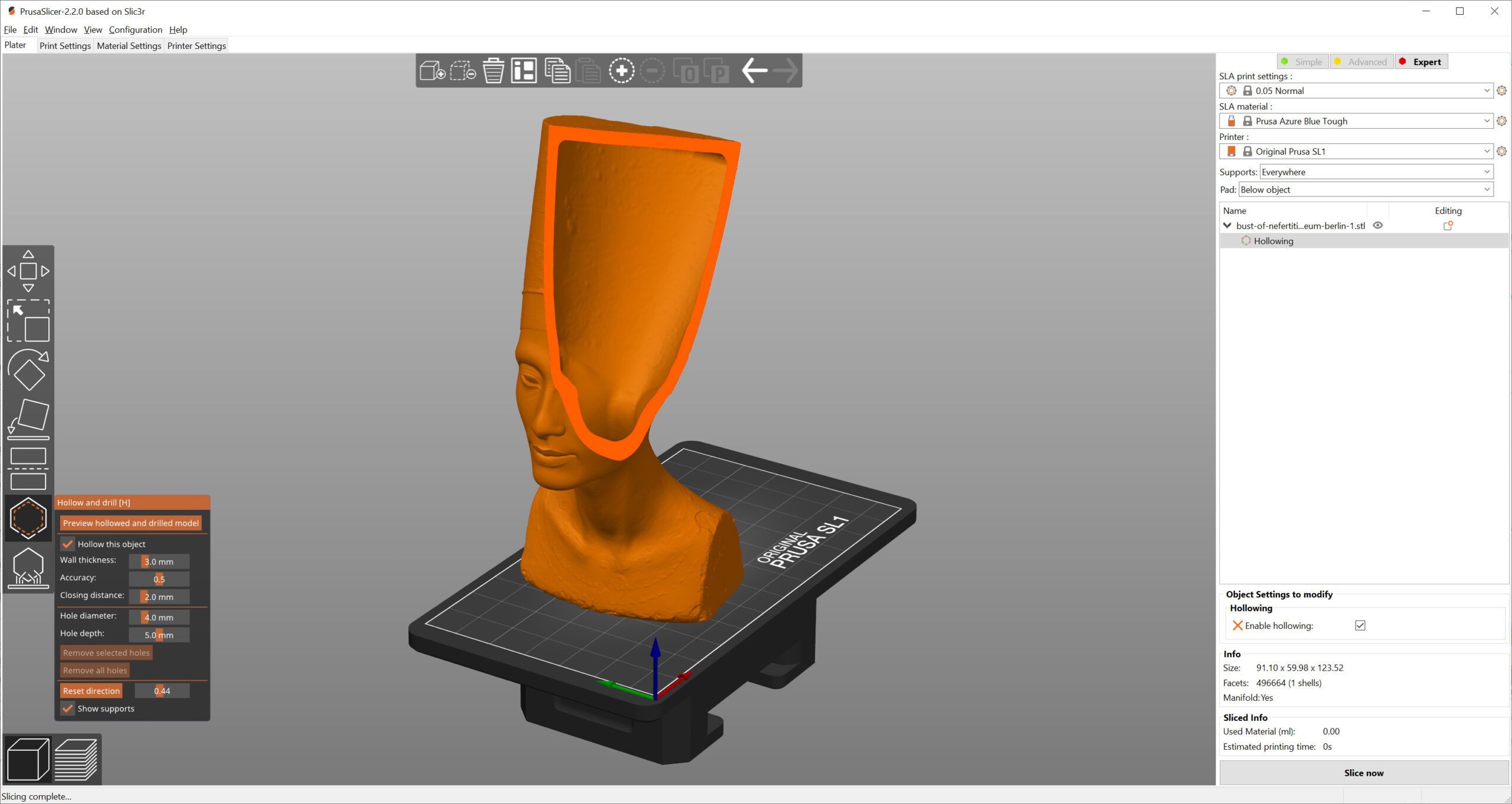
Vi stiamo dando uno strumento piuttosto potente che vi farà risparmiare un sacco di resina preziosa. Diamo un’occhiata a come funziona: una volta importato un modello e cliccato il menu Svuota e perfora, vi verranno presentate un paio di opzioni. Spessore pareteo è lo spessore generale del guscio (si consiglia di non scendere sotto i 2 mm). La Precisione definisce quanto sarà preciso/rapido il calcolo. Una bassa accuratezza dello svuotamento può causare problemi con pareti sottili, quindi nel caso si voglia stampare qualcosa di piccolo con un guscio sottile, aumentare la precisione. La distanza di chiusura è un po’ più complessa, ma il succo è questo: la distanza di chiusura stabilisce una soglia, che influisce su quante (e quanto complesse) cavità rimarranno all’interno degli oggetti vuoti. Riempie anche gli angoli acuti concavi delle pareti interne, da cui sarebbe difficile rimuovere la resina non polimerizzata e altamente viscosa.
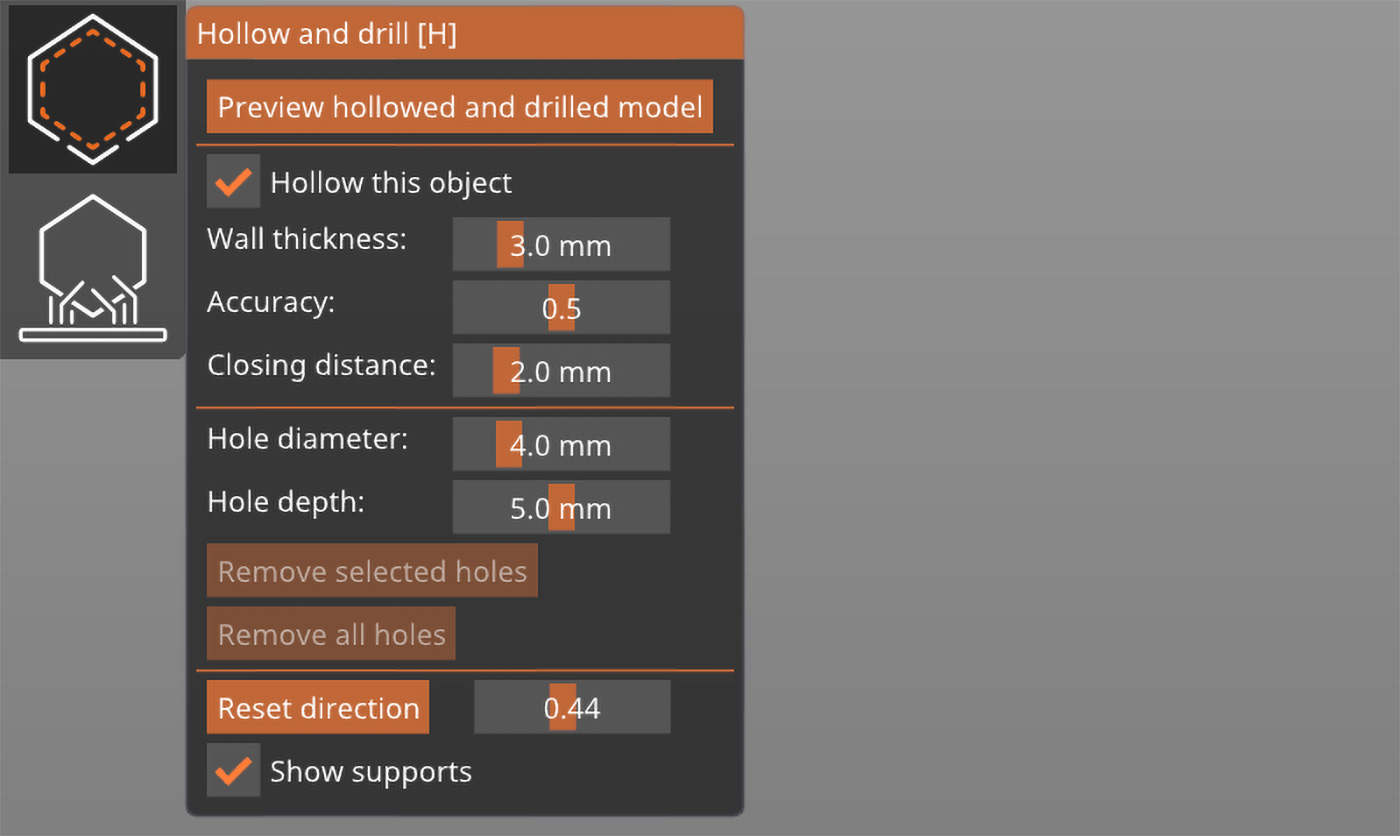
Naturalmente, lo svuotamento non sarebbe completo senza ifori di drenaggio – ce ne dovrebbero essere almeno due, idealmente sui lati opposti degli oggetti (aggiungere più di due fori è meglio, però). Tuttavia, a volte non si vuole compromettere la qualità della superficie, quindi è possibile posizionare questi fori in modo che non interferiscano con l’aspetto dell’oggetto. Questo è estremamente importante: senza fori sull’oggetto, la resina liquida rimane non polimerizzata all’interno dell’oggetto – nel caso in cui l’oggetto si rompa, la resina molto probabilmente colerà fuori. Quindi raccomandiamo decisamente di aggiungere un paio di fori per rendere più facile la pulizia dell’interno dell’oggetto. Cliccare la superficie per aggiungere un foro, poi cliccare e trascinare per spostarlo. Infine, fare clic sul Anteprima modello svuotato e forato per ispezionare l’anteprima. Si può anche lavorare con il modello svuotato nel menu Supporti, in modo da poter posizionare i supporti all’interno.

Altezza variabile dei layer automatica
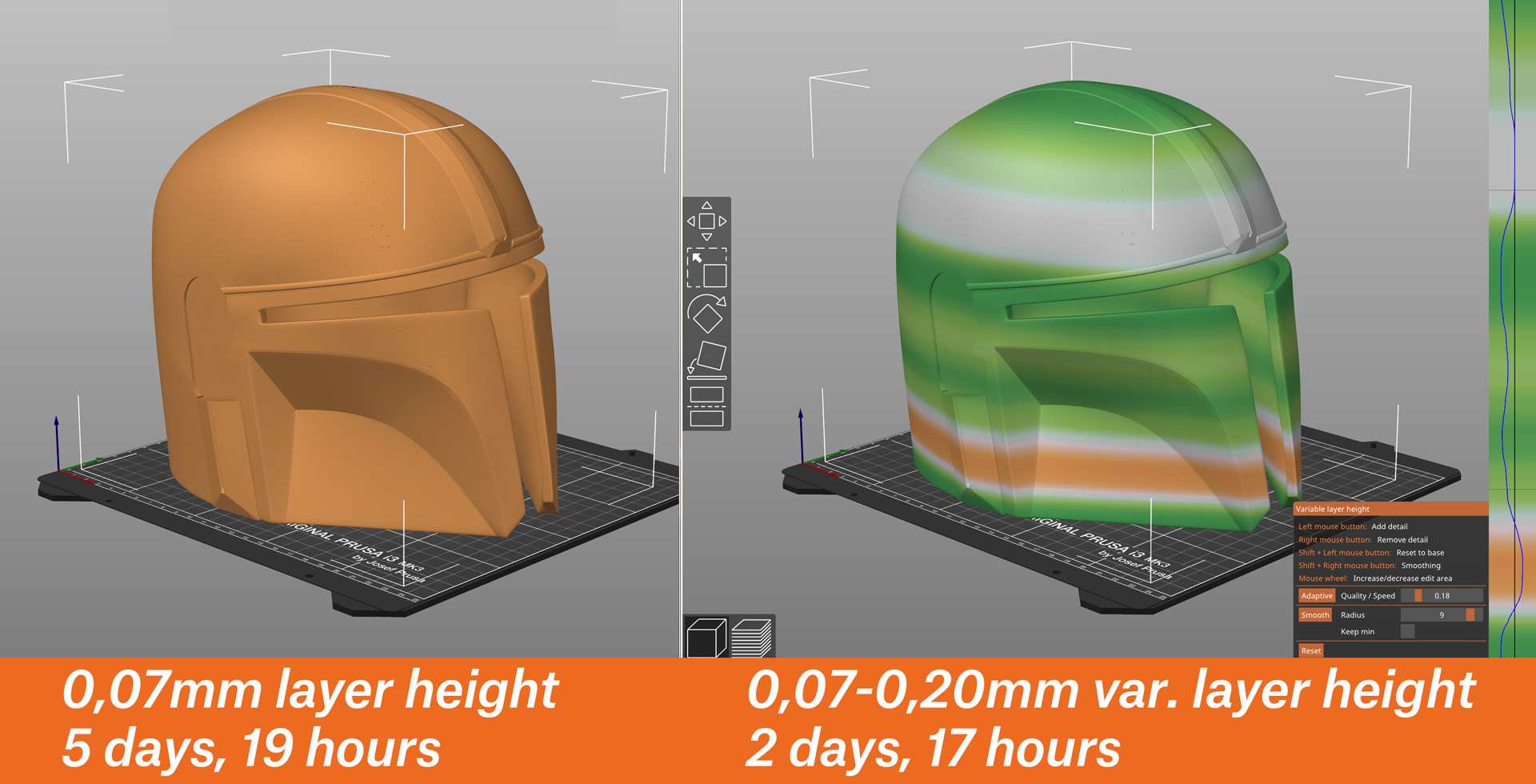
Immaginate una situazione in cui si ha un oggetto con pareti perfettamente verticali e un emisfero nella parte superiore – diciamo un casco per cosplaying. Se si vuole avere la parte curva stampata bene, è necessario diminuire l’altezza dello strato – più piccolo è, migliore è il risultato. Tuttavia, sprecherete un sacco di tempo su pareti verticali, che avrebbero un bell’aspetto anche con un’altezza dello strato più alta. Altezza variabile dei layer automatico in soccorso!
Lo strumento “adattivo” è accessibile attraverso il menu Altezza layer variabile. Questo strumento analizza la geometria importata per suggerire quali parti possono essere stampate con altezza layer minore o maggiore. Si tratta comunque di un processo interattivo. Si può attenuare il risultato automatico, modificarlo manualmente o ricalcolarlo con parametri leggermente diversi. Ci vogliono solo un paio di secondi e può farvi risparmiare anche ore durante il lavoro di stampa vero e proprio. Tuttavia, tenete presente che l’altezza minima del layer per questa procedura è impostata automaticamente a 0,07mm per default (potete modificare questo valore nelle impostazioni). Ciò significa che vedrete la differenza maggiore, ad esempio, tra un’altezza layer di 0,07mm senza altezza layer variabile e un’altezza layer da 0,15mm con altezza variabile impostata su Adattivo.
Se siete interessati a saperne di più su come funziona questa funzione, dirigetevi verso la nostra vasta Documentazione!
Compensazione zampa d’elefante adattiva
Se avete mai provato a stampare due parti che dovrebbero combaciare l’una con l’altra, potreste aver incontrato qualche problema se le parti sono state progettate con tolleranze ristrette e non si adattavano. Questo è un effetto indesiderato dell’utilizzo di plastica fusa. Mentre la stampante 3D spinge la plastica dall’ugello sulla lastra d’acciaio, il materiale si espande sui lati, causando un effetto che viene chiamato ” zampa d’elefante” PrusaSlicer aveva una funzione chiamata Compensazione zampa d’elefante da tempo, ma non era perfetta al 100% – si limitava a rimpicciolire i contorni del primo strato in modo uniforme, il che poteva influenzare le pareti sottili o altre piccole parti dell’oggetto.
La nuova release di PrusaSlicer porta una compensazione aggiornata (adattiva) della zampa di elefante, che rileva automaticamente le linee sottili nel primo strato e fa in modo di non restringerle eccessivamente. A partire da questa release, i profili ufficiali di Prusa hanno questa funzione attivata di default, quindi non è necessario impostarla. Funziona sia per le macchine FFF/FDM che per quelle SLA.
Miglioramenti, regolazioni e correzioni utili
Ci sono, naturalmente, molti altri miglioramenti e nuove funzionalità nell’ultimo PrusaSlicer 2.2.0, ma descriverli tutti richiederebbe un sacco di tempo. Il modo migliore per vederli tutti è scaricare l’ultima versione e verificarla da soli. Pubblichiamo sempre un ampio log di rilascio su Github, quindi esaminiamo alcune altre caratteristiche velocemente.
ColorPrint ora funziona con MMU2 e ha anche alcune aggiunte extra – vale a dire un’opzione per aggiungere G-code personalizzati e pause in posizioni specifiche. Questo è ottimo, ad esempio, per aggiungere magneti nelle stampe 3D. Per saperne di più su questa funzione visita le nostre Nozioni base.
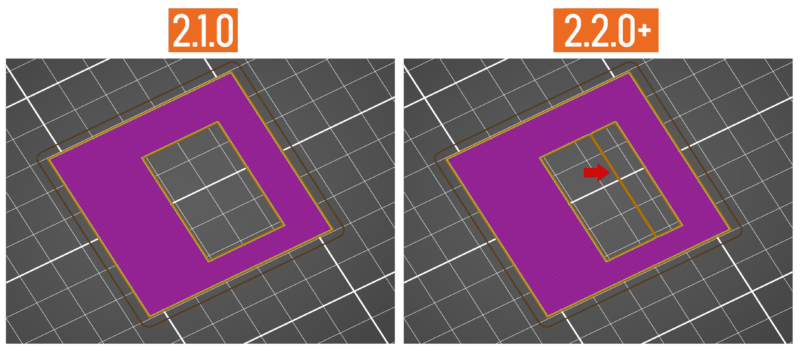
Un altro cambiamento che la stragrande maggioranza degli utenti accoglierà sicuramente con favore è migliore pianificazione dei percorsi – le vostre stampe saranno più veloci grazie alle routine ottimizzate per la pianificazione dei percorsi. Guardate lo screenshot qui sotto, è una bella differenza. E parlando di pianificazione dei percorsi, se si utilizza la funzione di stampa sequenziale, è ora possibile impostare facilmente l’ordine in cui gli oggetti saranno stampati.
Inoltre, ci sono:
- Supporto completo per mouse 3D Connexion
- Esplusione sicura della chiavetta USB
- Possibilità di aggiungere forme di base sul piano di stampa virtuale
- Traduzioni aggiornate
- Aggiornamenti, modifiche e correzioni specifiche del sistema operativo
- modalità dark su macOS
- Stampa sequenziale
- …e molte altre modifiche, correzioni e miglioramenti!
Ci auguriamo vi piaccia il nuovo PrusaSlicer! Se avete suggerimenti o bug da segnalare, fatecelo sapere su Github.com!
Buona stampa!
Devi essere connesso per inviare un commento.