





La nostra nuova stampante 3D Original Prusa MINI sarà anche piccola, ma è in grado di fare grandi cose. E anche cose piccole! Le Miniature per giochi da tavolo presentano una bella sfida. Queste miniature sono piccole e ricche di dettagli, per cui molti utenti preferiscono acquistare una stampante 3D SLA. Tuttavia, è possibile produrre risultati incredibilmente convincenti anche con la MINI di serie – con una piccola aggiunta: un ugello da 0.25mm. Diamo un’occhiata a come rendere più vivace la vostra prossima sessione di Dungeons and Dragons!

In altre parole: quello che stiamo vedendo qui è l’idea generale di produrre piccole miniature o accessori per giochi da tavolo su stampanti 3D di categoria hobbistica. I personaggi di solito sono disponibili in due misure – 28 e 32 mm (di questo parleremo più avanti), che è solo un pelo sopra il pollice, quindi piuttosto piccolo. Fortunatamente, ci sono alcuni trucchetti che vi aiuteranno a produrre risultati di grande effetto. Inutile dire che questo processo funzionerà anche con le stampanti 3D MK3S/MK2.5S. Ci sono però degli aspetti negativi. Siate preparati per stampe lunghe – una singola figura può richiedere fino a 2-3 ore a seconda delle dimensioni e del volume dei supporti.

Sostituire l’ugello!
La sostituzione dell’ugello è il primo importante intervento dell’elenco. L’ugello della MINI è facilmente accessibile e sostituire quello di default da 0,4 mm con un modello da 0,25 mm richiede circa due minuti e vi costerà circa 12 USD. Il processo è descritto in dettaglio nel manuale, quindi ecco solo un rapido riepilogo.
Vi servirà:
- Chiave da 16 mm o chiave regolabile (anche un buon set di pinze è un’opzione)
- Chiave a bussola da 7 mm (o un secondo set di pinze)
- Ugello da 0.25mm compatibile E3D
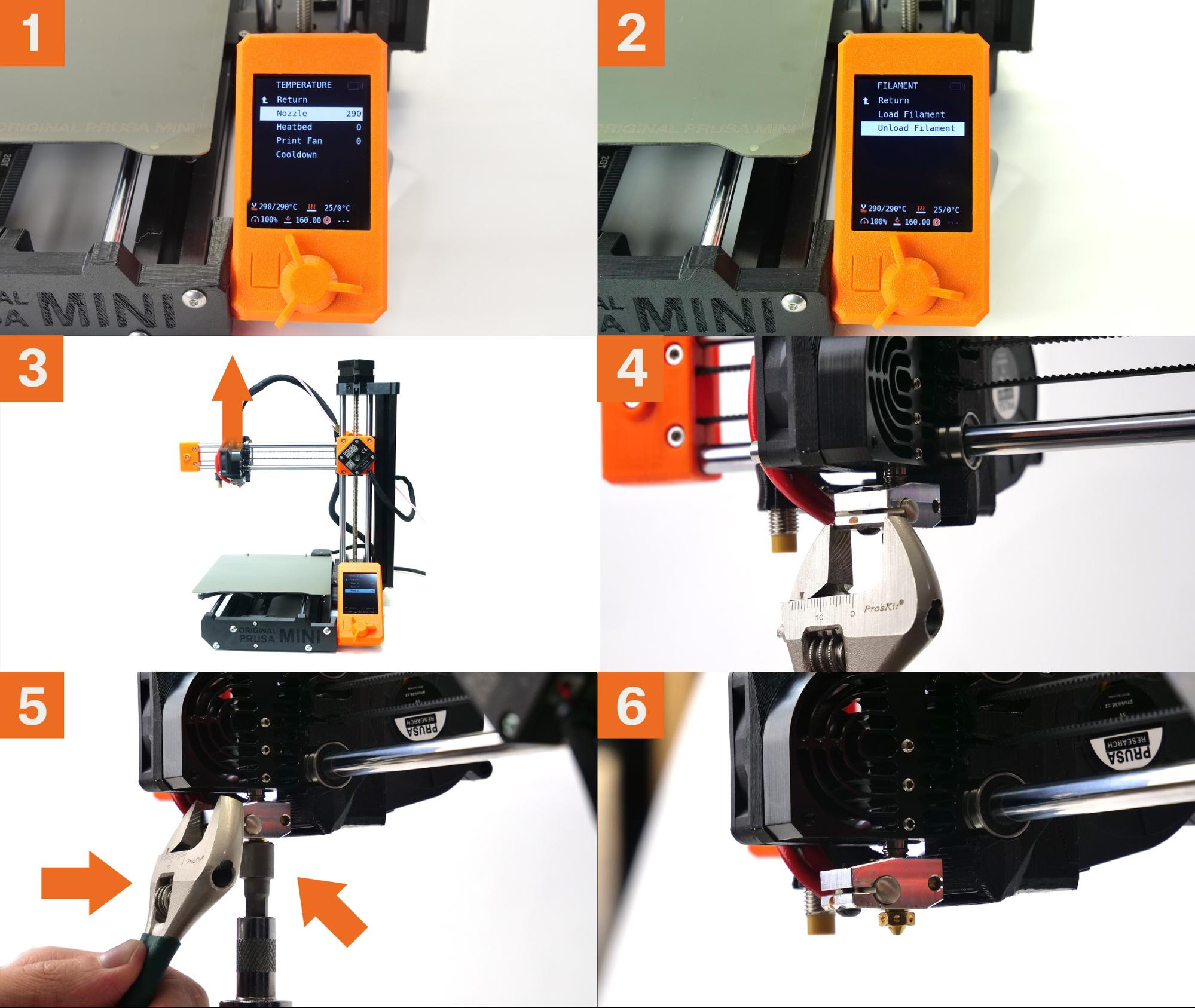
Il processo è facile e non richede molto tempo:
- Preriscalda l’ugello a 280 °C (Impostazioni – Temperature – Ugello)
- Scarica il filamento (se presente)
- Spostare l’asse Z verso l’alto
- Tenere fermo il blocco riscaldante con la chiave inglese
- Utilizzare la chiave a bussola da 7 mm per svitare l’ugello – ATTENZIONE: SIA LA CHIAVE A BUSSOLA CHE L’UGELLO SONO ESTREMAMAMENTE CALDI!!! Mettere l’ugello in un luogo sicuro. Non toccare la chiave a bussola!
- Inserire con attenzione l’ugello da 0,25 mm e stringere delicatamente ma saldamente. Non esercitare una forza eccessiva!
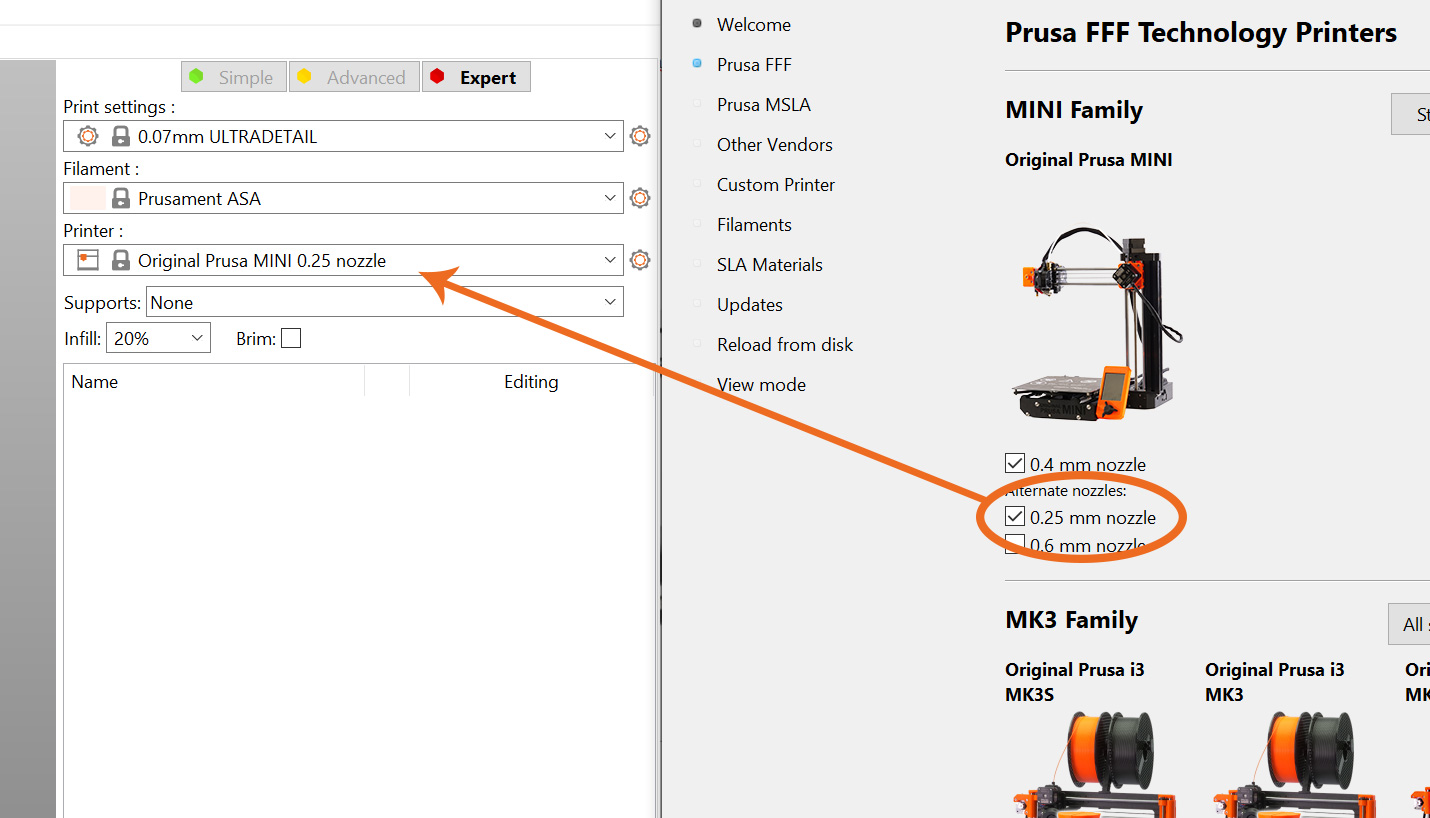
Il passo finale è l’aggiunta del profilo corrispondente in PrusaSlicer. Andate su Configurazione – Configurazione guidata – Prusa FFF e spuntate ugello da 0,25 mm. Non dimenticate di passare al modello di stampante corretto nel menu a destra – dovrebbe esserci scritto Original Prusa MINI 0.25 nozzle.
Abbiamo trattato in dettaglio vari diametri di ugelli in un articolo più vecchio
Prima di addentrarci nello slicing, è importante prima selezionare il materiale giusto. Potrebbe sorprendervi, ma abbiamo ottenuto risultati davvero ottimi con l’ASA. Diamo un’occhiata più da vicino!
Scegliere i materiali adatti
Il materiale più comune quando si tratta di stampa 3D è il PLA. E’ ampiamente disponibile in molti colori, non richiede un approccio particolare ed è generalmente facile da lavorare. La quantità di dettagli sui modelli è molto buona, ma c’è una fregatura: a seconda del colore/marchio di filamento selezionato, la quantità di dettagli percepiti può variare. Ciò è dovuto al fatto che i materiali diversi hanno proprietà diverse – ad es. trasparenza, traslucidità, lucentezza, alcuni materiali hanno additivi (come i glitter in Prusament Galaxy Black). Tutto ciò influisce su quanto saranno visibili i dettagli, compresi gli strati. Naturalmente, se avete intenzione di dipingere i modelli, questo non vi riguarda. Nel caso in cui stiate pensando di usare dei modelli non dipinti, ecco un paio di cose da tenere in considerazione:
I filamenti con glitter sono buoni a nascondere gli intervalli tra gli strati – ma anche i dettagli!
- I filamenti bianchi funzionano in modo simile – grazie ad una superficie semitrasparente, possono aiutare a nascondere meglio gli strati, mentre il modello mantiene ancora un buon livello di dettaglio
- I filamenti neri (senza glitter) possono raggiungere un’elevata quantità di dettagli, ma le linee dello strato possono essere più pronunciate
- I filamenti grigi (come Prusament Pearl Mouse) sono un buon compromesso tra i colori bianco e nero

Tuttavia, come già detto in precedenza, sono stati ottenuti ottimi risultati con ASA. Abbiamo annunciato la nostra linea di produzione interna di materiali ASA l’anno scorso e anche se questo materiale è solitamente raccomandato per oggetti durevoli e per l’uso all’esterno grazie alle sue grandi proprietà meccaniche e di resistenza ai raggi UV, funziona incredibilmente bene per le miniature. Non fa fili, rende una buona quantità di dettagli, nessuna deformazione (solo in questo caso – a causa delle piccole aree di contatto), non richiede enclosure.
Inoltre, ASA ha un grande vantaggio: è possibile levigare la superficie delle stampe per avvicinarsi almeno un po’ alla qualità che ci si aspetta dalle stampanti SLA. I risultati non sono per nulla direttamente confrontabili, ma comunque – considerando le dimensioni delle stampe, è abbastanza buono.
Levigatura di stampe 3D in ASA
Una guida dedicata su come levigare le vostre stampe 3D è già stata pubblicata sul nostro blog, quindi consideratela solo una rapida panoramica.
DISCLAIMER: L’acetone è un liquido infiammabile! Se decidete di assemblare una camera di levigatura e riscaldarne l’acetone contenuto in essa, lo state facendo a vostro rischio e pericolo. Vi preghiamo di leggere prima la guida per intero (link qui sopra) per conoscere i potenziali rischi e pericoli. Tenere d’occhio il contenitore durante l’intero processo, non lasciare il contenitore incustodito. L’acetone produce odori forti – mantenere la stanza ben ventilata!
ASA è un materiale che può essere levigato con vapori di acetone. Cosa succede durante questo processo? In sostanza, i vapori di acetone hanno la capacità di sciogliere gli oggetti a base di ASA. Se il tempismo è giusto, la superficie diventerà abbastanza morbida così che gli strati inizieranno a fondersi tra loro. Se si esagera, la stampa si trasformerà in gelatina. Sebbene la levigatura sia più raccomandata per gli oggetti più grandi, può essere usata anche per il post-processing delle miniature.

Si prega di notare che si tratta di un processo avanzato. Richiede la manipolazione di prodotti chimici e alcune abilità con l’elettronica di base. Se siete incerti su qualsiasi parte, aspettate la nostra prossima guida.
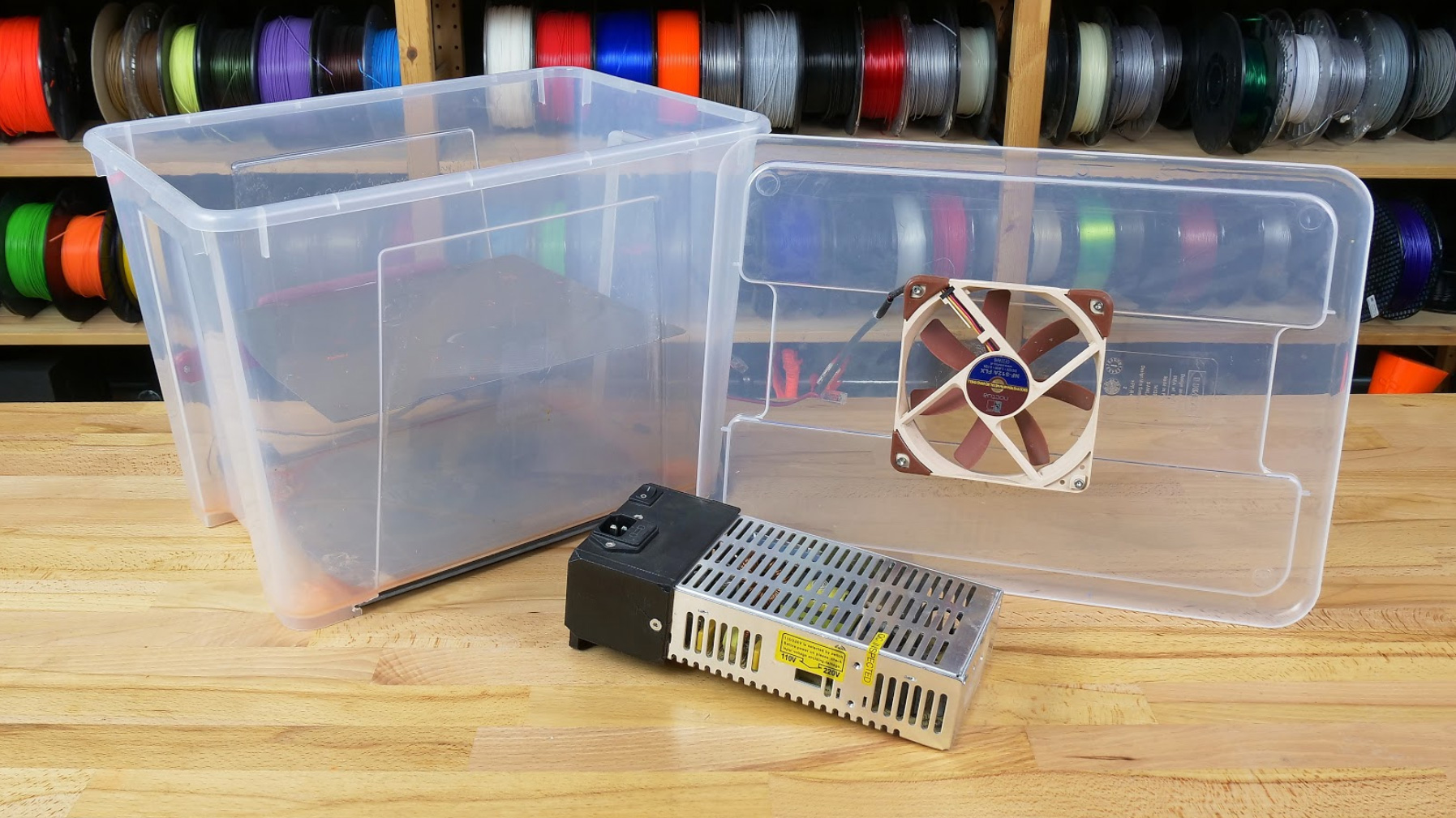
Abbiamo usato un contenitore di plastica PETG,che abbiamo poi messo sul piano termico della Original Prusa MINI. Anche in polipropilene è un’opzione. Tuttavia, NON usare contenitori in ABS, l’acetone lo fonderà. Quindi, abbiamo posizionato una piattaforma metallica sul fondo del recipiente – l’oggetto che si desidera post-processare non può essere immerso nell’acetone! Infine, abbiamo montato unaventola da computer sul coperchio per migliorare la circolazione dei vapori all’interno della camera e versato un po’ di acetone nel contenitore. Poi, abbiamo aumentato la temperatura del piano riscaldato a 80°C per accelerare il processo.
Nuovamente: vi preghiamo di fare riferimento alla guida completa pubblicata qui prima di iniziare!
Dopo circa 20-25 minuti, abbiamo estratto la figura dalla camera – potete vedere i risultati qui sotto. Un consiglio di precauzione: le stampe esposte ai vapori di acetone rimangono molto morbide per circa 30-60 minuti, quindi maneggiatele con cura (non toccatele direttamente). L’indurimento completo si ottiene a volte solo dopo 24 ore. C’è un lato negativo di questo processo: è difficile dare i numeri esatti per l’esposizione, il volume di acetone ecc. – tutto dipenderà fortemente dalle dimensioni del contenitore, dalle dimensioni dell’oggetto, dalla quantità di dettagli, dalle specifiche della ventola. Qui sarà richiesto il buon vecchio approccio per tentativi ed errori, es. stampare 5 copie dello stesso modello e lasciarle nella camera per 15-20-25-30-35 minuti e osservare quale sia il risultato migliore.

Ottenere i migliori modelli e capire la scala
Ora che avete scelto il filamento migliore per il lavoro, è il momento di cercare i modelli giusti. La storia richiede l’azione di un gruppo di maghi? O le azioni scellerate di un terribile negromante? Che ne dite di stampare un forziere carico di preziosi bottini – o magari un mimic? Ci sono decine di posti dove si possono cercare modelli adatti.
Prima di iniziare, dovremmo chiarire una cosa. Molti personaggi sono etichettati come “scala 28mm” o “scala 32mm”. Sono entrambi, infatti, in scala 1:56, l’unica differenza è che la scala 28mm si riferisce alla linea dell’occhio del modello, mentre 32mm si riferisce alla parte superiore della testa. Non tutti però si attengono a questi numeri, e si possono trovare leggere variazioni in commercio. Inoltre, ci sono opzioni come “eroico” quando il personaggio è più grande di un umano medio e così via.


Mentre le migliori miniature di solito devono essere acquistate, è comunque possibile trovare una marea di modelli gratuiti di vari temi e generi su PrusaPrinters.org. C’è un’intera sezione dedicata ai giochi da tavolo, quindi assicuratevi di controllare. Scaricare modelli gratuiti e testare il vostro setup su di essi è un ottimo modo per imparare tutti i trucchi prima di tirare fuori la carta di credito e iniziare ad acquistare altra roba.
Visitate MyMiniFactory, Zealot Shop, Duncan Shadow, Hero Forge, oppure potete provare la lista definitiva chiamata The Mini Index che elenca un numero incredibile di artisti e link ai loro siti.
Tuttavia, prima di decidere di acquistare un modello a pagamento, ecco un paio di cose da tenere a mente:
- Le stampanti 3D FDM/FFF non manterranno ogni singolo incredibile dettaglio che vedete sui rendering ad alta risoluzione
- Pensate al posizionamento dei supporti – il personaggio è molto complesso con una geometria sottile che corre in tutte le direzioni e con parti che partono a mezz’aria? Avrete bisogno di più supporti, che possono causare problemi quando si cerca di rimuoverli dalle parti sottili
- Quali sono le dimensioni dell’area di contatto? Piedi piccoli o zampe? Oppure il personaggio è posizionato su un piedistallo? L’area di contatto minuscola potrebbe essere un problema e sarà necessario utilizzare funzioni come il Brim per aumentare l’aderenza.
- Provate a scegliere i personaggi che sono progettati per le stampanti 3D FFF/FDM – di solito sono un po’ più voluminosi, sono dotati di un piedistallo/piattaforma, e le mani e le armi sono posizionate in angoli che sono più adatti alla stampa 3D

Slicing e preparazione della stampante 3D
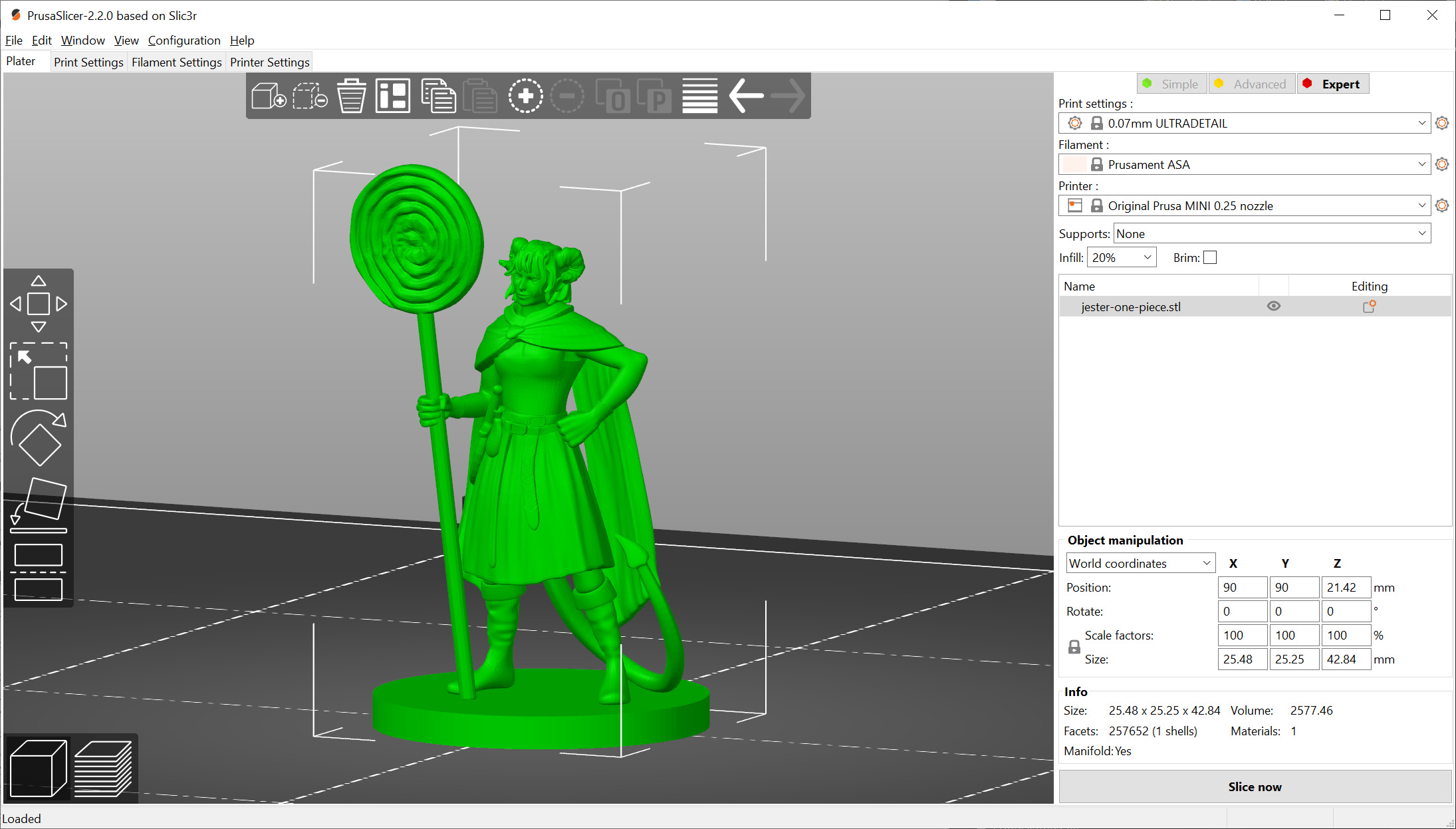
Una volta importato un modello in PrusaSlicer, utilizzare gli strumenti incorporati per scalarlo alle dimensioni corrette (come spiegato nel capitolo precedente). Assicuratevi che non ci siano errori visualizzati nel menu a destra, e se ci sono, riparate il modello cliccando con il tasto destro del mouse sul nome in lista.
Poiché ogni modello è diverso, è difficile fornire valori e numeri esatti. Invece, qui c’è un riepilogo dei nostri consigli:
- Utilizzare un’altezza layer di 0,07 o 0,1 mm
- Cercate di mantenere i supporti al minimo – potete regolare la soglia di sporgenza in Impostazioni di stampa – Materiale di supporto (disponibile in modalità avanzata). Siamo scesi fino a 15° con alcune stampe.
- Se le stampe di prova mostrano segni di sovraestrusione (materiale in eccesso sulla superficie), è possibile modificare il valore del moltiplicatore di estrusione. Potete trovarlo in Impostazioni filamento – Filamento – Moltiplicatore di estrusione (modalità avanzata). Il valore di default è 1.0, quindi provate ad usare invece 0.9 e vedete se il risultato migliora.
- Cercate di evitare di mettere un solo personaggio con mani sottili/accessori/armi alzate – ad esempio un cavaliere che tiene una spada alzata sopra la testa. Il problema è che una volta che le stampanti arrivano a stampare solo la spada sottile e nient’altro, l’ugello rimarrà a lungo nello stesso posto – questo può fondere materiale già solidificato. La soluzione? Mettere due miniature una accanto all’altra, in modo che l’ugello debba allontanarsi da un modello, permettendogli di raffreddarsi e solidificarsi.
- Considerare l’utilizzo di una velocità di stampa più lenta per migliorare la precisione e ridurre al minimo la possibilità di “andare oltre” il percorso.
- Provate a diminuire la temperatura di stampa di 5°C – la MINI può gestirla senza il rischio di intasare l’ugello.
Una volta fatto lo slice del modello, controllare attentamente l’anteprima – soprattutto i primi strati. Questi sono sempre cruciali e questo vale ancora di più per i modelli piccoli. L’area di contatto (ad esempio i piedi) sarà probabilmente molto più piccola, quindi è necessario assicurarsi che la base regga bene sul piano di stampa.Il che ci porta alla parte successiva: per stampare miniature di bell’aspetto assicuratevi che la vostra stampante 3D sia in buone condizioni.
Nello specifico:
- Ispezionare l’ugello e assicurarsi che non sia consumato
- Pulire il piano di stampa secondo le istruzioni del manuale
- Assicuratevi che il valore della Live Adjust Z / calibrazione primo layer sia corretto
Tutto questo potrebbe sembrare un sacco di problemi, ma è vero l’esatto contrario. Una volta che ne avrete capito il senso e avrete imparato a riconoscere le parti potenzialmente problematiche dei modelli 3D in PrusaSlicer, sarete in grado di stampare praticamente tutto con facilità. E mantenere la stampante ben curata, naturalmente, non c’è dubbio 🙂

Espandere le opzioni
Abbiamo già spiegato perché è utile imparare a sostituire gli ugelli della stampante 3D nel nostro vecchio articolo. La MINI è compatibile con ugelli da 0,25, 0,4 e persino 0,6 mm,, il che porta una serie di nuove opzioni. Mentre lo 0,4mm è un buon compromesso tra qualità e velocità, lo 0,25mm vi darà una maggiore precisione negli assi X e Y, mentre lo 0,6mm aumenta drasticamente la velocità di stampa – e sorprendentemente senza sacrificare troppo la qualità.
L’ugello da 0,25 mm può essere utilizzato non solo per stampare miniature, ma anche per produrre biglietti da visita cool e altri oggetti dove la precisione è estremamente importante. C’è un aspetto negativo, però: il tempo di stampa aumenta non di poco. La stampa di un singolo personaggio di 28/32 mm richiede circa 2-3 ore a seconda del numero di supporti sotto il modello. Tuttavia, è comunque possibile stampare facilmente 3-4 miniature durante la notte. E anche se la qualità non è alla pari con le macchine SLA, con alcuni dei trucchi che abbiamo descritto qui, si possono ottenere risultati piuttosto convincenti.
Devi essere connesso per inviare un commento.