






Po kilku wydaniach alpha, beta i release candidate, finalna wersja PrusaSlicer 2.2.0 jest gotowa! Ma m.in. drążenie modeli pod druk SLA i obsługę drukarek innych producentów. Dziękujemy wszystkim, którzy dzielili się sugestiami! Wydaniom PrusaSlicer towarzyszą zazwyczaj duże zmiany i tak też jest w przypadku najnowszej wersji 2.2.0. Przyjrzyjmy się im!
Co nowego w PrusaSlicer 2.2.0
Zanim przejdziemy do szczegółów, zróbmy szybki przegląd:
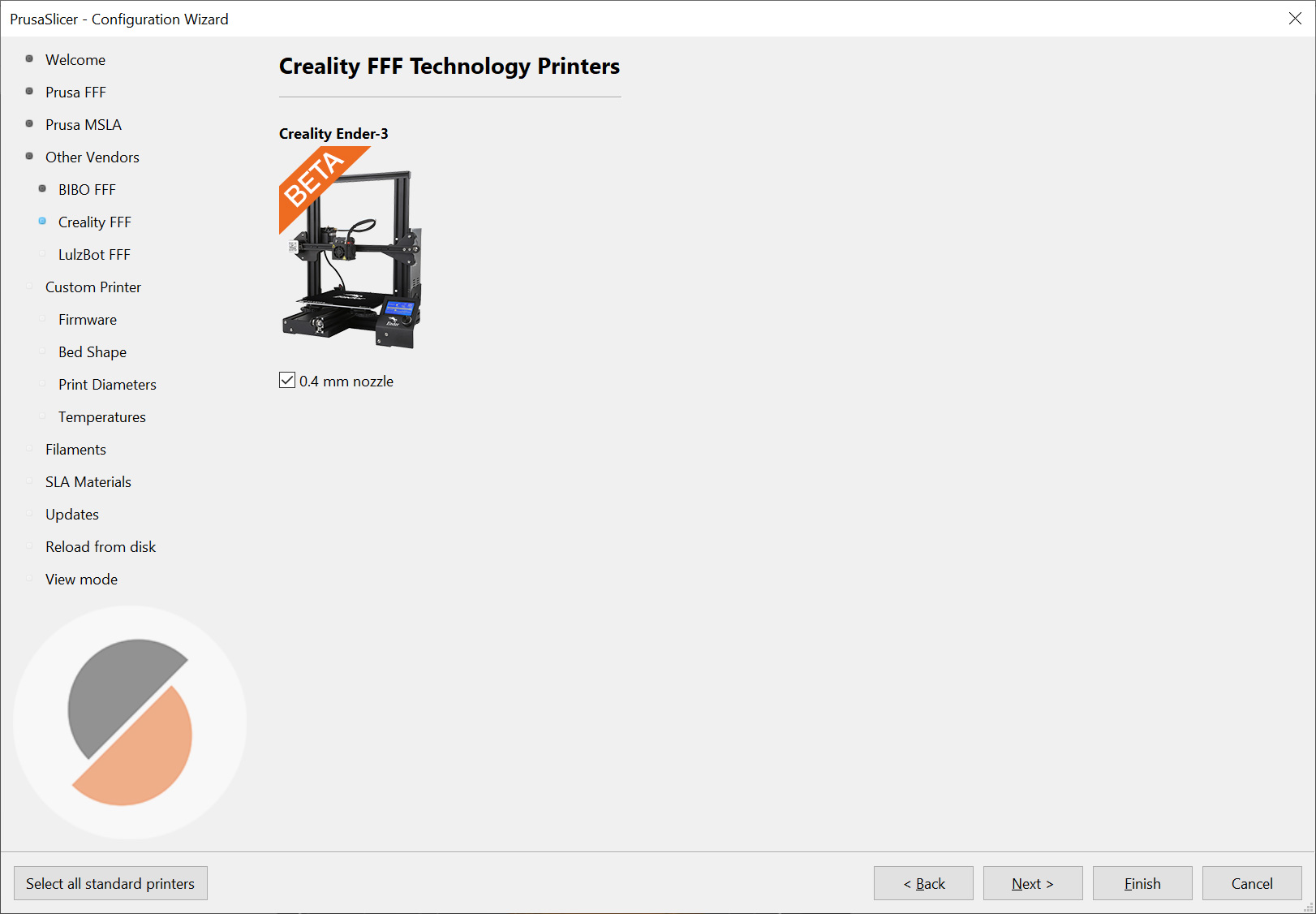
- Dołączone profile drukarek innych producentów (dołączone są profile beta dla Creality Ender 3, BIBO2 Touch, Lulzbot Mini Aero i Taz6 Aero)
- Drążenie modeli pod druk SLA
- Automatyczna zmienna wysokość warstwy
- Adaptacyjna kompensacja „stopy słonia”
- Bezpieczne odłączanie kart SD / pamięci USB
- Dodawanie pauzy / własnego G-kodu na wybranej warstwie
- Ponowne wczytywanie z dysku plików 3MF
- Mniejsze wieże czyszczące (bez warstw, na których nie ma czyszczenia)
- Drukowanie sekwencyjne
- Obsługa urządzeń 3Dconnexion SpaceMouse
- Wsparcie trybu ciemnego w OS X
- Ulepszone planowanie ścieżek narzędzi, miniaturki plików 3MF, ulepszony ColorPrint…
- …i wiele więcej!
Pobierz paczkę Oprogramowanie & Sterowniki (z PrusaSlicer 2.2.0, sterownikami i modelami przykładowymi)
Wszystkie główne zmiany zostały przedstawione w tym filmie:
A w związku z tym, że rośnie liczba funkcji PrusaSlicera, to również dokumentacja jest rozwijana.
Dołączone profile
Naszym celem jest przekształcenie PrusaSlicera w prawdziwie uniwersalny slicer dla wszystkich rodzajów drukarek innych producentów. Tak właściwie, od strony technicznej mamy już wszystko, co potrzebne, więc pracujemy teraz ze społecznością, aby wprowadzić profile dla najpopularniejszych maszyn innych niż Prusa. Oznacza to nie tylko dodanie profili dla samych urządzeń, ale również dla specyficznych materiałów (ustawienia dla filamentów mogą różnić się pomiędzy nimi – np. mogą wymagać innej temperatury ekstrudera). Opublikujemy osobny artykuł dla tych, którzy chcieliby pomóc, ale jeśli chcesz zacząć pracę nad przygotowaniem profilu bez czekania, to przejrzyj wiki PrusaSlicera.
Oznaczało to również zmianę logiki działania profili materiałowych. PrusaSlicer przechowuje profile druku, drukarek FDM, SLA i materiałów SLA na osobnych listach – nazwy profili muszą być unikalne w swoich grupach. Na przykład, profil Prusament PLA działa z profilem drukarki MK3S, ale nie z MK3S MMU2S, ponieważ parametry wyciskania są inne. Aby to uprościć, PrusaSlicer pokazuje tylko krótkie „logiczne” nazwy, czyli „aliasy” na liście materiałów, podczas gdy pełna nazwa profilu jest umieszczona na liście z parametrami. Więcej informacji o działaniu tego systemu znajdziesz na GitHubie.
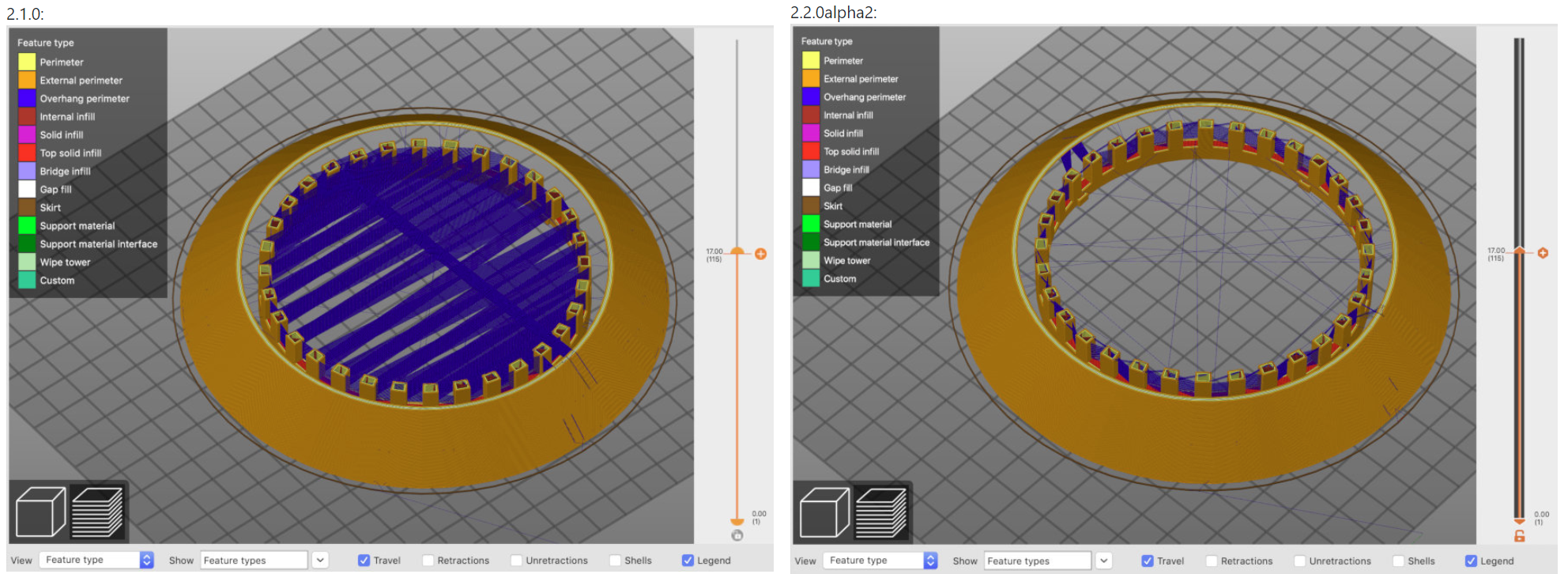
Drążenie pod druk SLA
Jest to bardzo ważna funkcja, a wprowadzenie jej zajęło nam sporo czasu, ponieważ chcieliśmy zrobić to dobrze. Jak pewnie wiesz, wydruki z SLA są pełne w środku – nie mają ażurowego wypełnienia drukowanego wg wzoru. Sprawia to, że są dość trwałe i ciężkie, ale oznacza też większe zużycie żywicy. A skoro żywice są zazwyczaj dość drogie, to koszty drukowania modeli, szczególnie dużych, mogą być wysokie. Sprawiając, że model jest pusty w środku, możesz znacznie obniżyć koszty drukowania. Są jeszcze inne zalety – lżejsze modele wymagają mniejszej ilości podpór, a mniejsza powierzchnia każdej warstwy zmniejsza siłę potrzebną do odklejenia wydruku od dna zbiornika. Do teraz zalecaliśmy użycie Meshmixera do drążenia modeli, jednak w PrusaSlicer od wersji 2.2.0 zrobisz to bez potrzeby używania dodatkowego oprogramowania.
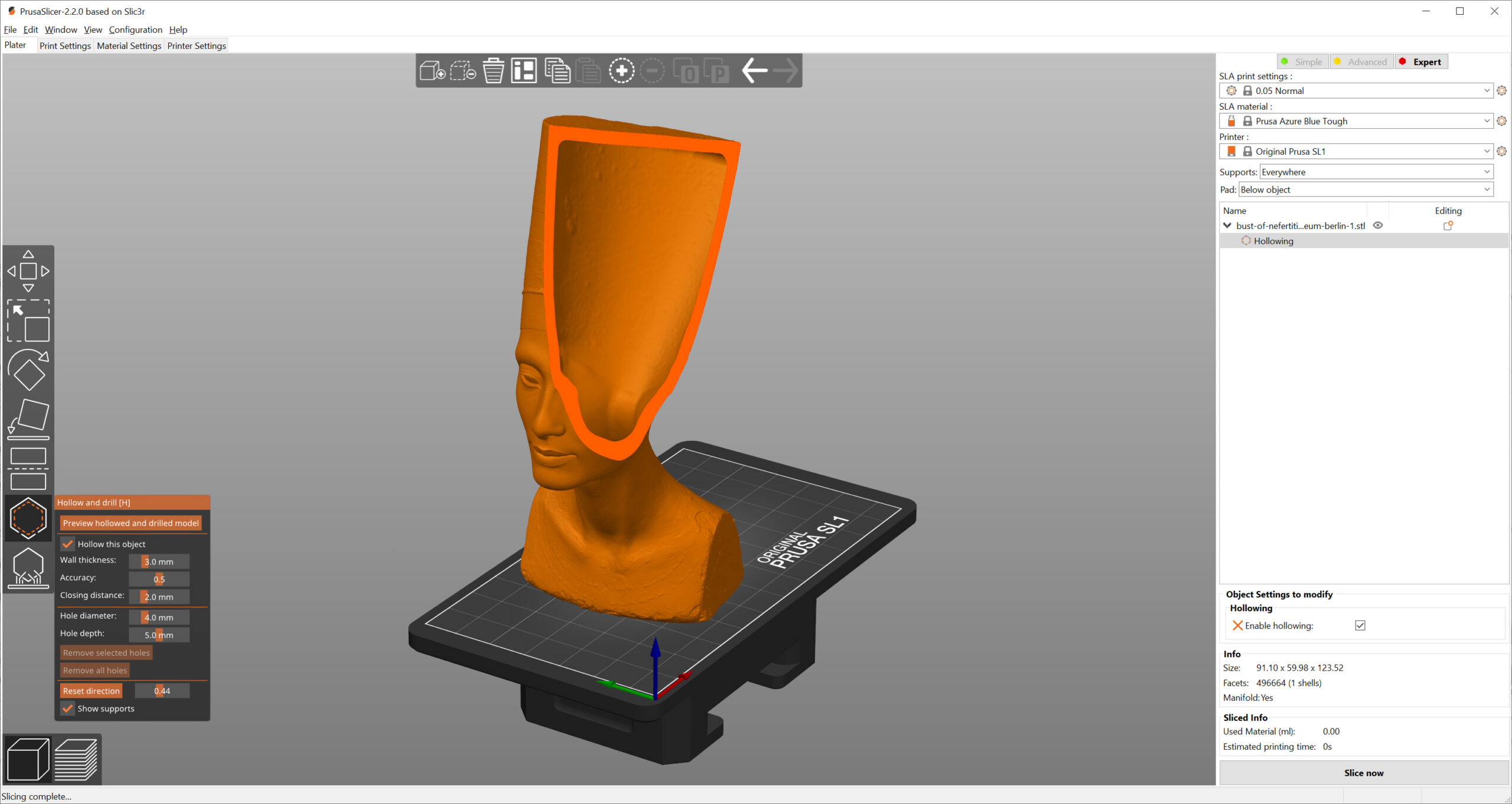
Dajemy Ci całkiem potężne narzędzie, które pozwoli zaoszczędzić mnóstwo cennej żywicy. Przyjrzyjmy się jego działaniu: po zaimportowaniu modelu kliknij na ikonę „Drążenie i wiercenie”, a otworzy się okienko dialogowe z kilkoma opcjami. Grubość ścianki jest ogólną grubością powłoki (zalecamy nie schodzić poniżej 2 mm). Dokładność odpowiada za stosunek szybkości do dokładności przetwarzania. Niska dokładność może powodować problemy przy cienkich ściankach, więc jeśli drukujesz coś małego, o cienkiej powłoce, zwiększ dokładność. Dystans domykania jest ustawieniem trochę bardziej skomplikowanym, ale nakreślimy Ci zasadę jego działania: dystans domykania określa zamknięcie szczelin węższych niż ta wartość oraz wypełnienie ostrych, zagłębionych kątów, w których mogłaby zbierać się gęsta żywica, co utrudniałoby jej wypłukanie.
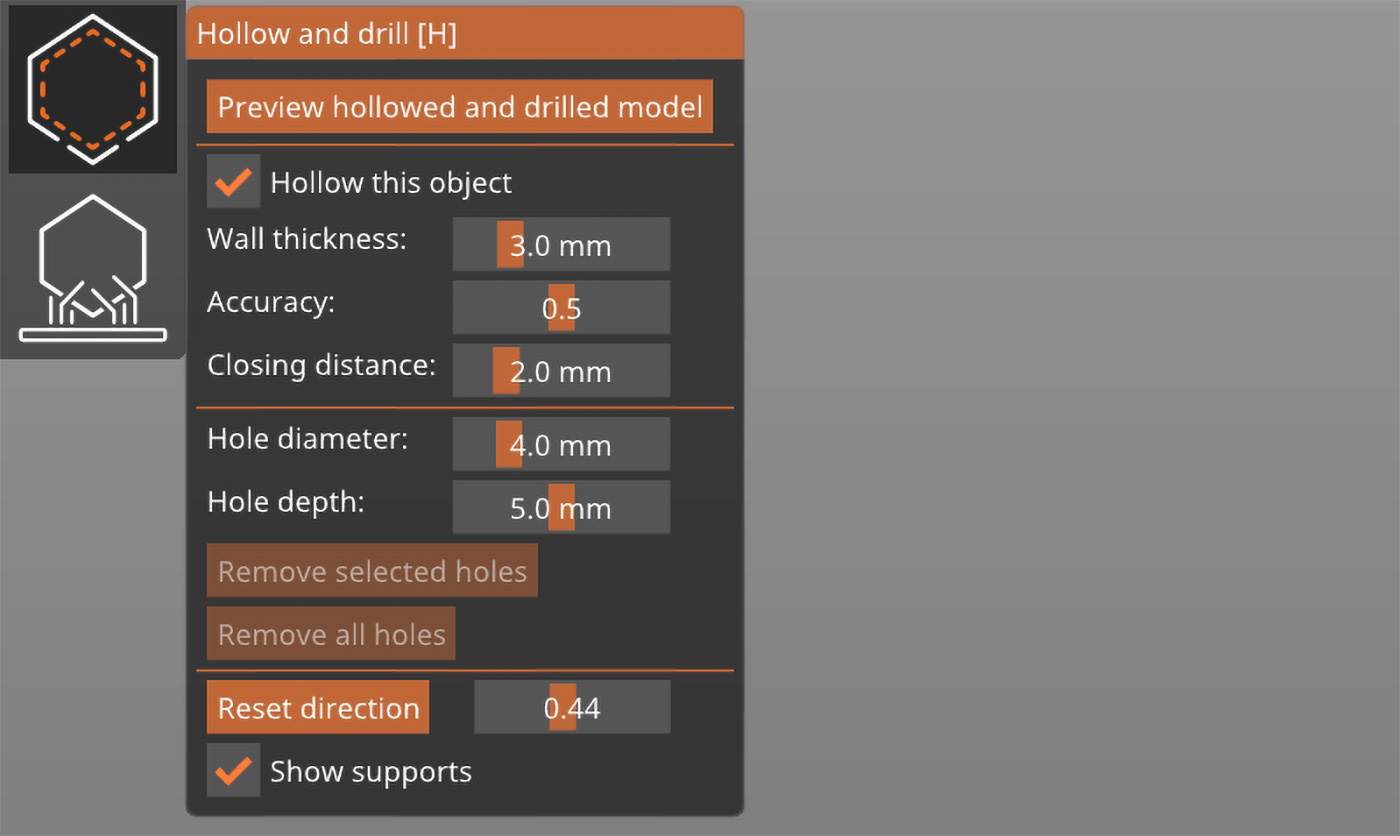
Oczywiście, drążenie nie miałoby większego sensu bez otworów odpływowych – potrzebujemy co najmniej dwóch, najlepiej po przeciwnych stronach modelu (dodanie większej ilości nie zaszkodzi). W niektórych sytuacjach jednak może zależeć Ci bardziej na jakości powierzchni – wtedy umieść je tak, aby nie wpływały na wygląd modelu. To bardzo ważne: nie mając otworów odpływowych, zamkniesz płynną żywicę w środku wydruku – jeśli np. pęknie, to żywica najprawdopodobniej wycieknie. Zdecydowanie zalecamy dodanie kilku otworów odpływowych, aby umożliwić wypłukanie wnętrza wydruku. Kliknij na powierzchnię, aby dodać otwór. Możesz go przesunąć, przeciągając myszką. Na końcu kliknij na przycisk Podgląd wydrążonego modelu, aby otrzymać podgląd. Możesz pracować z wydrążonym modelem w menu podpór, aby np. umieścić je w środku.

Automatyczna zmienna wysokość warstwy
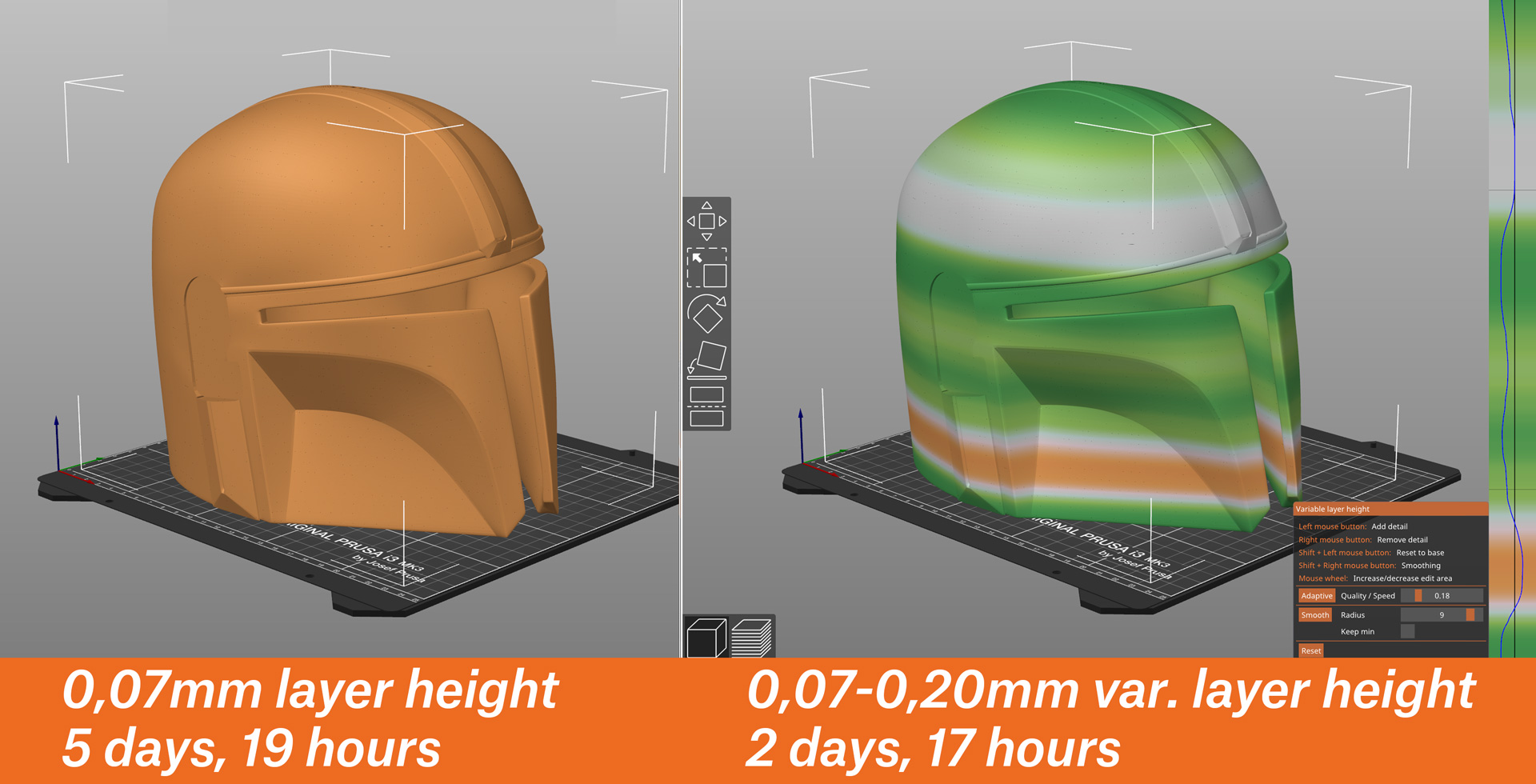
Wyobraź sobie sytuację, w której masz do wydrukowania model z idealnie pionowymi ścianami, zakończony kopułą na szczycie – załóżmy, że do hełm do cosplayu. Jeśli chcesz, żeby zaokrąglona część wyglądała dobrze, to musisz obniżyć wysokość warstwy – im niższa, tym mniej widoczne będą „schodki”. Zmarnujesz jednak mnóstwo czasu przy drukowaniu powłok pionowych, które wyglądałyby dobrze nawet przy wyższych warstwach. Rozwiązaniem jest automatyczna zmienna wysokość warstw!
Opcja „Adaptacyjna” jest dostępna z menu edycji zmiennej wysokości warstwy. Analizuje zaimportowany model i sugeruje zmianę wysokości warstwy w danych obszarach. Jest to jednak wciąż proces interaktywny, a Ty możesz użyć wygładzania lub przestawić parametry. Zajmie to tylko kilka sekund a może oszczędzić godziny pracy drukarki. Pamiętaj jednak, że minimalna wysokość warstwy jest domyślnie ustawiona na 0,07 mm (możesz zmienić tę wartość w ustawieniach drukarki). Oznacza to, że największą różnicę zobaczysz między cięciem całości na warstwie 0,07 mm bez zmiennej wysokości warstwy, a 0,15 mm z opcją adaptacyjną.
Jeśli interesuje Cię zasada działania tej funkcji, to przejdź do naszej szczegółowej dokumentacji!
Adaptacyjna kompensacja „stopy słonia”
Jeśli kiedykolwiek zdarzyło Ci się drukować elementy, które muszą do siebie pasować, to być może nie pasowały one do siebie przez zbyt małe tolerancje. Jest to efekt uboczny używania roztapianego plastiku. Drukarka, wytłaczając materiał z dyszy, wciska go w stół, co sprawia, że rozlewa się on nieznacznie na boki, prowadząc do powstawania efektu nazwanego “stopą słonia.” PrusaSlicer już od jakiegoś czasu ma funkcję kompensacji stopy słonia, ale nie była ona w 100% dopracowana – kurczyła równo wszystkie linie na pierwszej warstwie, co mogło powodować zanikanie cienkich ścian lub podobnych, drobnych elementów.
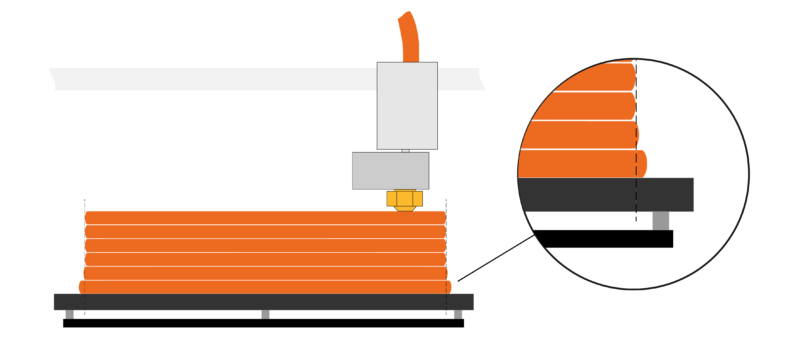
Nowa wersja PrusaSlicer wprowadza zaktualizowaną (adaptacyjną) kompensację stopy słonia, która automatycznie wykryje cienkie linie pierwszej warstwy i nie będzie ich kurczyć. Od tego wydania, wszystkie oficjalne profile druku mają tę funkcję włączoną, więc nie musisz jej ustawiać. Działa to zarówno dla drukarek FFF/FDM, jak i SLA.
Przydatne ulepszenia i poprawki
Wprowadziliśmy oczywiście wiele więcej poprawek i nowych funkcji w najnowszym wydaniu PrusaSlicer 2.2.0, ale opisanie ich wszystkich tutaj zajęłoby mnóstwo miejsca. Nie ma lepszego sposobu na poznanie ich, jak ściągnięcie i wypróbowanie tej wersji. Zawsze publikujemy szczegółowe opisy na GitHubie, więc teraz omówmy tylko pokrótce kilka ważniejszych funkcji.
ColorPrint działa teraz z MMU2 i ma kilka dodatków – np. możliwość wrzucania własnego G-kodu lub dodania pauzy na konkretnej warstwie. Przydaje się to np. jeśli chcesz dodać do wydruku magnesy. Więcej informacji o tej funkcji znajdziesz w naszej Bazie Wiedzy.
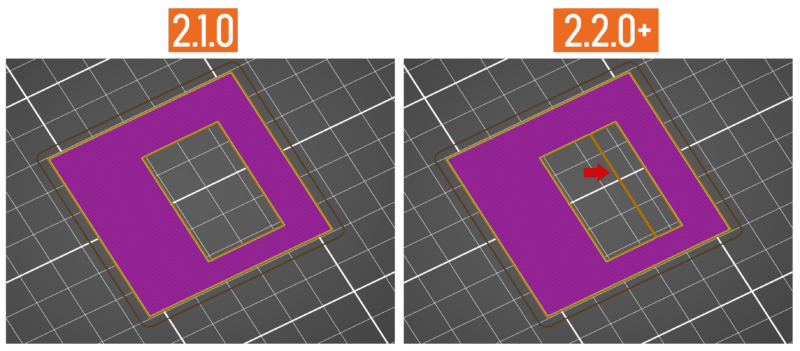
Inną funkcją, którą doceni wielu użytkowników jest lepsze planowanie ścieżek – Twoje wydruki będą szybsze, dzięki zoptymalizowanemu algorytmowi planowania ruchów głowicy. Spójrz na poniższy screenshot – różnica jest spora. Jak już jesteśmy przy planowaniu, to teraz masz możliwość ustawienia kolejności drukowania modeli w opcji sekwencyjnej.
Dodaliśmy również:
- Pełne wsparcie dla urządzeń 3DConnexion
- Bezpieczne odłączanie pamięci USB/karty SD
- Możliwość dodania prostych kształtów do wirtualnego stołu
- Zaktualizowane tłumaczenia
- Poprawki specyficzne dla danych systemów operacyjnych
- Tryb ciemny w macOS
- Druk sekwencyjny
- …i wiele, wiele więcej!
Mamy nadzieję, że praca z nowym PrusaSlicerem będzie dla Ciebie przyjemna! Jeśli masz jakieś sugestie lub błędy do zgłoszenia, daj nam znać na Github.com!
Udanego drukowania!
Musisz się zalogować, aby móc dodać komentarz.